- 品牌
- 诚之旺
- 型号
- 0.1-30
- 尺寸
- 8-1000
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 304
- 配送方式
- 物流专车
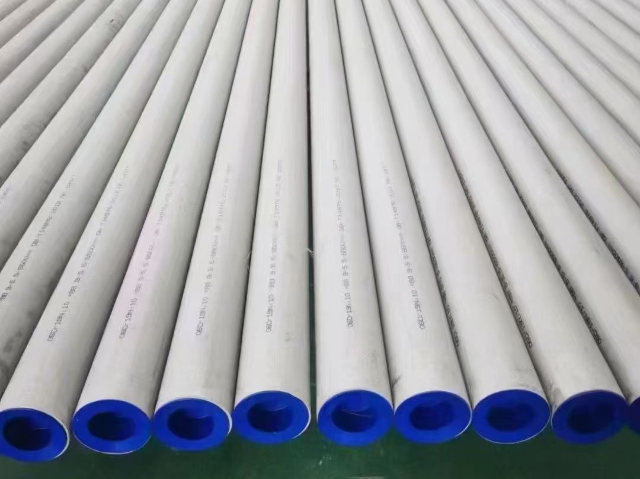
穿孔是将钢坯转化为管坯的关键环节,也是无缝管“无缝”特性的重心保障。穿孔工艺主要有斜轧穿孔和压力穿孔两种,其中斜轧穿孔应用较为普遍。具体流程为:将冶炼合格的钢水铸成圆坯,圆坯经加热炉加热至1150-1250℃(奥氏体不锈钢的再结晶温度区间),使晶粒均匀细化,提高塑性;加热后的圆坯送入穿孔机,在轧辊的旋转作用下,圆坯中心被顶头穿透,形成空心管坯(荒管)。穿孔过程中,需严格控制加热温度、轧辊转速和顶头位置,确保管坯的壁厚均匀性和内径精度,避免出现壁厚不均、内折、外折等缺陷。对于小直径无缝管,还需采用冷穿孔工艺,以提高管坯的尺寸精度。模块化设计支持快速切割与连接,大幅缩短化工、石油等领域的施工周期。浙江化工设备不锈钢无缝管防腐蚀性能

良好的耐高温和耐低温性能拓展了不锈钢无缝管的应用边界。在高温工况下,奥氏体不锈钢无缝管(如304H、316H)可在600℃以下长期稳定工作,其高温强度和抗氧化性能优异,不会因高温而发生蠕变或氧化剥落,适用于锅炉过热器、高温蒸汽管道等设备。在低温工况下,304、316L等奥氏体不锈钢无缝管具有良好的低温韧性,在-196℃的液氮环境中仍能保持较好的塑性,无低温脆性断裂风险,常用于液化天然气(LNG)输送管道、低温储罐等设备。这种宽温度范围的适应性,使不锈钢无缝管能够在从极寒到高温的各类工况中可靠运行。内蒙古进口不锈钢无缝管硬度船舶与海洋工程常用无缝管抵抗海水与盐雾侵蚀。

优异的加工性能和焊接性能为不锈钢无缝管的安装和应用提供了便利。其良好的塑性使其能够承受弯曲、扩口、缩口等冷加工,可根据安装需求制成各种形状的管件,如弯头、三通、异径管等。在焊接方面,奥氏体不锈钢无缝管可采用氩弧焊、电弧焊等多种焊接方式,焊接接头的强度和耐腐蚀性能够与母材保持一致,例如316L无缝管的焊接接头经固溶处理后,耐腐蚀性几乎不降低,确保了管道系统的整体性和安全性。此外,不锈钢无缝管的表面易处理性使其可通过酸洗钝化、抛光、涂层等工艺进一步提升耐腐蚀性和卫生性,满足不同场景的特殊需求。
不锈钢无缝管的制造是金属塑性加工与热处理技术的集大成者,主要分为热轧、冷拔(轧)和挤压三大工艺路线:热轧工艺:以圆管坯为原料,经1200℃高温加热后,通过锥形辊穿孔机形成毛管,再经三辊斜轧、连轧或挤压定径,较终通过冷却、矫直和水压试验完成生产。该工艺适合大批量生产直径54-480mm、壁厚4.5-45mm的厚壁管,但存在壁厚不均匀、表面光亮度低等局限性。冷拔(轧)工艺:在热轧毛管基础上,通过退火、酸洗、涂油等预处理后,经多道次冷拔或冷轧实现减壁和定径。内壁电化学抛光技术可降低表面粗糙度至Ra≤0.2μm,满足超纯水输送要求。

航空航天领域对材料的性能要求极高,不锈钢无缝管凭借其优异的综合性能在该领域占据重要地位。飞机发动机中的燃烧室、涡轮叶片等高温部件需要使用高性能的不锈钢无缝管来制造;航天器的推进系统中也离不开不锈钢无缝管作为燃料输送管道和其他关键部件。此外,在飞机机身结构、起落架等方面也会用到一定数量的不锈钢无缝管,以减轻重量并提高结构的强度和刚度。由于航空航天环境的特殊性,对不锈钢无缝管的质量、可靠性和安全性提出了近乎苛刻的要求,这也促使生产企业不断提高技术水平和产品质量。低导热系数减少热能散失,在供暖、热交换系统中提升能源利用效率。安徽航空材料不锈钢无缝管防锈
壁厚均匀性好,受力分布均衡,延长设备与管道寿命。浙江化工设备不锈钢无缝管防腐蚀性能
在当今高度发达的工业时代,材料的选择对于各类工程项目的成功与否起着至关重要的作用。不锈钢无缝管作为一种关键的金属材料,凭借其***的性能和普遍的适用性,在众多领域中占据着不可或缺的地位。从石油天然气的开采与输送,到化工生产中的复杂工艺流程;从食品加工行业的卫生安全要求,到建筑装饰领域的美观耐用需求,不锈钢无缝管都发挥着极为重要的作用。它不仅承载着工业生产的重要使命,更是推动科技进步和经济发展的关键力量之一。深入了解不锈钢无缝管的特性、生产工艺、应用领域以及质量控制等方面,有助于我们更好地认识这一重要材料,并在实际应用中充分发挥其优势,为各行业的发展提供坚实的支撑。浙江化工设备不锈钢无缝管防腐蚀性能
能源领域是不锈钢无缝管的重心应用阵地,在石油、天然气的开采与输送环节,不锈钢无缝管承担着关键使命。在深海油气开采中,开采平台需要管道承受深海高压、海水腐蚀、油气介质腐蚀等多重考验,双相不锈钢无缝管凭借优异的耐海水腐蚀与强高度特性,成为深海立管、输送管道的优先材料,保障深海油气的安全稳定开采;在陆上油气输送中,高钢级不锈钢无缝管能够承受长距离输送的高压,抵御土壤腐蚀与介质腐蚀,减少管道泄漏风险,提升输送效率;在石油化工领域,炼油装置的高温高压管道、化工反应釜的物料输送管道,需要管道耐受高温、高压与强腐蚀介质,超级奥氏体不锈钢无缝管凭借好的耐高温、耐强酸强碱腐蚀能力,保障化工生产的连续稳定运行,避...
- 安徽市政工程不锈钢无缝管种类使用 2026-05-06
- 浙江高温材料不锈钢无缝管材质有哪些 2026-05-05
- 山西市政工程不锈钢无缝管防腐蚀性能 2026-05-04
- 汽车部件不锈钢无缝管报价起浮 2026-05-03
- 蒸发器设备不锈钢无缝管装饰效果 2026-05-03
- 山西进口不锈钢无缝管制造 2026-05-02
- 江西航空材料不锈钢无缝管使用年限 2026-05-01
- 建筑工程不锈钢无缝管市场利润 2026-04-30
- 江西化工设备不锈钢无缝管软件APP 2026-04-30
- 浙江机械设备不锈钢无缝管价格 2026-04-26



- 内蒙古汽车部件不锈钢无缝管市场利润 2026-04-23
- 市政工程不锈钢无缝管防锈 2026-04-22
- 河南防腐蚀材料不锈钢无缝管 2026-04-14
- 河北蒸发器设备不锈钢无缝管种类使用 2026-04-11
- 北京不锈钢无缝管种类使用 2026-04-09
- 辽宁特殊钢不锈钢无缝管 2026-04-07




- 航空材料不锈钢钢带厂家 05-07
- 山西机械设备不锈钢钢带防腐蚀性能 05-06
- 安徽市政工程不锈钢无缝管种类使用 05-06
- 北京国产不锈钢钢带硬度 05-05
- 浙江高温材料不锈钢无缝管材质有哪些 05-05
- 山西市政工程不锈钢无缝管防腐蚀性能 05-04
- 北京建筑工程不锈钢钢带网站 05-04
- 汽车部件不锈钢无缝管报价起浮 05-03
- 蒸发器设备不锈钢无缝管装饰效果 05-03
- 上海化工设备不锈钢工业板制造 05-02