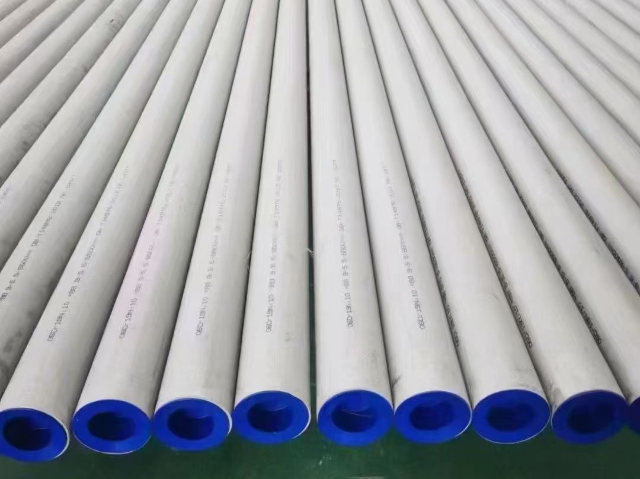
- 品牌
- 诚之旺
- 型号
- 0.1-30
- 尺寸
- 8-1000
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 304
- 配送方式
- 物流专车
在机械制造领域,不锈钢无缝管被广泛应用于制造各种机械设备的结构件和零部件。例如,汽车发动机中的排气歧管、消声器等部件采用不锈钢无缝管制造,利用其耐高温性和抗腐蚀性能提高发动机的性能和寿命;工程机械中的液压油缸、传动轴等关键部件也常使用不锈钢无缝管,以保证设备的可靠性和稳定性。此外,在一些精密仪器和自动化设备中,不锈钢无缝管也被用作传感器外壳、导管等部件,其高精度和良好的加工性能能够满足设备的严格要求。仪表、气动、液压系统常用精密无缝管保证传输稳定。福建不锈钢双相钢不锈钢无缝管加工性能

热处理对于改善不锈钢无缝管的组织和性能至关重要。常见的热处理方式包括退火、正火和淬火等。退火处理可以消除加工硬化现象,降低材料的硬度,提高塑性和韧性;正火处理则能使材料的晶粒细化,均匀化组织,增强强度和硬度;淬火处理主要用于某些特殊要求的马氏体不锈钢无缝管,以提高其硬度和耐磨性。通过合理的热处理工艺,可以使不锈钢无缝管获得理想的综合性能。经过前面的一系列加工后,还需要对管材进行精整处理,包括矫直、切头、修磨等。矫直是为了消除管材在生产过程中产生的弯曲变形,使其直线度达到标准要求;切头则是去除管材两端不合格的部分;修磨用于打磨管材表面的划痕、凹坑等缺陷,提高表面质量。此外,还会对成品进行严格的检测,包括外观检查、尺寸测量、无损探伤等,确保产品质量符合相关标准和客户要求。福建机械设备不锈钢无缝管环保工程中,常用于腐蚀性废气、废水输送管道。

全方面腐蚀抵抗机制揭秘:不锈钢之所以“不锈”,关键在于其表面形成的一层极薄且坚固的氧化膜——主要是Cr₂O₃。当暴露于空气中或其他氧化性环境中时,铬原子优先与其他物质反应生成这层保护膜,覆盖在整个金属表面上,隔绝外界腐蚀介质与基体的接触。即使在遭受轻微损伤的情况下,只要有氧气存在,该氧化膜就能自我修复,重新建立起防护屏障。这也是为什么在一些户外设施中使用不锈钢无缝管能够长期抵御风雨侵蚀的原因所在。局部腐蚀防护难点攻克:除了整体性的防腐之外,针对点蚀、缝隙腐蚀、应力腐蚀开裂等局部腐蚀形式也有相应的对策。例如,提高氯离子环境中的钼含量可增强抗点蚀能力;优化结构设计以避免积水死角,减少缝隙腐蚀的发生几率;合理选择材料搭配并控制服役环境的湿度、温度等因素,能有效抑制应力腐蚀开裂倾向。在一些沿海地区的建筑幕墙支撑体系中使用的不锈钢无缝管,就必须充分考虑海风带来的盐雾腐蚀问题,采取特殊的防护措施加以应对。
冷轧(拔)主要用于生产小直径、薄壁、高精度的无缝管,分为冷轧和冷拔两种方式。冷轧采用冷轧管机,以热轧管坯为原料,在常温下通过多道次轧制实现减径和减壁,每道次的压下量控制在10%-20%,避免因单次压下量过大导致管材开裂。冷轧过程中,采用轧制油进行润滑和冷却,减少轧辊与管材的摩擦,提高表面质量。冷拔则是通过模具对管坯进行拉拔,使管材的外径和壁厚进一步减小,尺寸精度更高,表面更光洁。冷轧(拔)后的无缝管因塑性变形产生加工硬化,硬度升高、塑性降低,需进行退火处理以恢复性能。不锈钢无缝管通过整体成型工艺制造,无焊接缝隙,从根本上避免了介质渗漏风险。

轧制是将空心管坯轧制成目标尺寸无缝管的重心环节,根据生产工艺的不同,可分为热轧和冷轧(拔)两种。热轧主要用于生产中大型直径、较厚壁厚的无缝管,采用三辊轧管机或连轧管机进行轧制。管坯首先进入轧管机,在轧辊的作用下进行减径和减壁,通过控制轧制力、轧制速度和轧辊间距,将管坯轧制成符合要求的外径和壁厚;轧制完成后,通过定径机进行精确定径,确保外径精度。热轧无缝管的生产效率高,成本较低,但表面粗糙度较大,尺寸精度相对较低。在高温环境下仍能保持较高的强度和抗氧化性,适用于热交换器、锅炉等高温设备。机械设备不锈钢无缝管网站
不锈钢无缝管表面能形成致密氧化膜,有效抵御氧化与腐蚀。福建不锈钢双相钢不锈钢无缝管加工性能
不锈钢无缝管的优异性能使其成为工业系统中的“***管道”,从石油化工的高压输送到航空航天的精密流体控制,从医疗器械的卫生输送到新能源的特殊介质传输,其应用场景不断拓展,在众多行业中扮演着不可或缺的角色。不同牌号、不同规格的不锈钢无缝管,凭借其独特的性能优势,适配着各行业的重心需求。石油化工行业是不锈钢无缝管的比较大应用领域,由于涉及原油、天然气、化工原料等易燃易爆、强腐蚀介质的输送,且常伴随高温、高压等极端工况,对无缝管的承压性能和耐腐蚀性提出了极高要求。不锈钢无缝管在石油化工行业主要用于油气开采管道、炼化装置管道、化工反应釜连接管道等。福建不锈钢双相钢不锈钢无缝管加工性能

能源领域是不锈钢无缝管的重心应用阵地,在石油、天然气的开采与输送环节,不锈钢无缝管承担着关键使命。在深海油气开采中,开采平台需要管道承受深海高压、海水腐蚀、油气介质腐蚀等多重考验,双相不锈钢无缝管凭借优异的耐海水腐蚀与强高度特性,成为深海立管、输送管道的优先材料,保障深海油气的安全稳定开采;在陆上油气输送中,高钢级不锈钢无缝管能够承受长距离输送的高压,抵御土壤腐蚀与介质腐蚀,减少管道泄漏风险,提升输送效率;在石油化工领域,炼油装置的高温高压管道、化工反应釜的物料输送管道,需要管道耐受高温、高压与强腐蚀介质,超级奥氏体不锈钢无缝管凭借好的耐高温、耐强酸强碱腐蚀能力,保障化工生产的连续稳定运行,避...
- 安徽市政工程不锈钢无缝管种类使用 2026-05-06
- 浙江高温材料不锈钢无缝管材质有哪些 2026-05-05
- 山西市政工程不锈钢无缝管防腐蚀性能 2026-05-04
- 汽车部件不锈钢无缝管报价起浮 2026-05-03
- 蒸发器设备不锈钢无缝管装饰效果 2026-05-03
- 山西进口不锈钢无缝管制造 2026-05-02
- 江西航空材料不锈钢无缝管使用年限 2026-05-01
- 建筑工程不锈钢无缝管市场利润 2026-04-30
- 江西化工设备不锈钢无缝管软件APP 2026-04-30
- 浙江机械设备不锈钢无缝管价格 2026-04-26

- 内蒙古汽车部件不锈钢无缝管市场利润 2026-04-23
- 市政工程不锈钢无缝管防锈 2026-04-22
- 河南防腐蚀材料不锈钢无缝管 2026-04-14
- 河北蒸发器设备不锈钢无缝管种类使用 2026-04-11
- 北京不锈钢无缝管种类使用 2026-04-09
- 辽宁特殊钢不锈钢无缝管 2026-04-07





- 天津防腐蚀材料不锈钢钢带报价起浮 05-11
- 化工设备不锈钢工业板制造 05-10
- 天津市政工程不锈钢工业板制造 05-10
- 内蒙古进口不锈钢无缝管材质有哪些 05-09
- 河北电缆部件不锈钢工业板市场利润 05-09
- 电缆部件不锈钢工业板种类使用 05-08
- 上海机械设备不锈钢工业板软件APP 05-08
- 航空材料不锈钢钢带防锈 05-07
- 航空材料不锈钢钢带厂家 05-07
- 山西机械设备不锈钢钢带防腐蚀性能 05-06