- 品牌
- 凯达
- 型号
- 齐全
- 类型
- 手轮,机械手,冷却管,排屑器,中心架,砂轮修整器,尾座,机床槽板,操纵阀,机床卡具,分离过滤机,纸带过滤机,花盘,机床接杆,刀库,动力卡盘用缸,冲头,可调操作阀,跟刀架
- 通用特性
- 高精度,精密,电动,数控
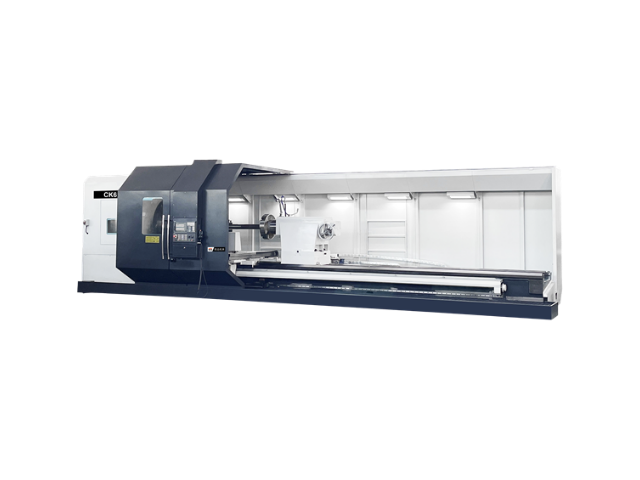
车削加工中心采用了30°整体斜床身结构,这种结构可以提高机床的刚性和稳定性。斜床身结构可以有效地分散切削力,减少机床的振动和变形,提高加工精度和表面质量。同时,斜床身结构还可以改善排屑性能,使切屑顺利排出,减少切屑对刀具和机床的损伤。车削加工中心的X、Z轴都采用了精密直线滚动导轨,这种导轨具有无间隙传动的特点,可以提供稳定的运动轨迹和高精度的定位。精密直线滚动导轨还可以减少摩擦和磨损,延长导轨的使用寿命。车削加工中心采用了肖特带动力的伺服刀架,这种刀架具有钻、铣、攻丝等多种功能。通过伺服电机的驱动,刀架可以实现快速、精确的换刀和定位,提高了加工效率和精度。同时,伺服刀架还可以实现多轴联动,满足复杂工件的加工需求。数控镗铣加工在生产中具有高柔性,可快速适应不同产品的加工需求。数控深孔加工机床费用
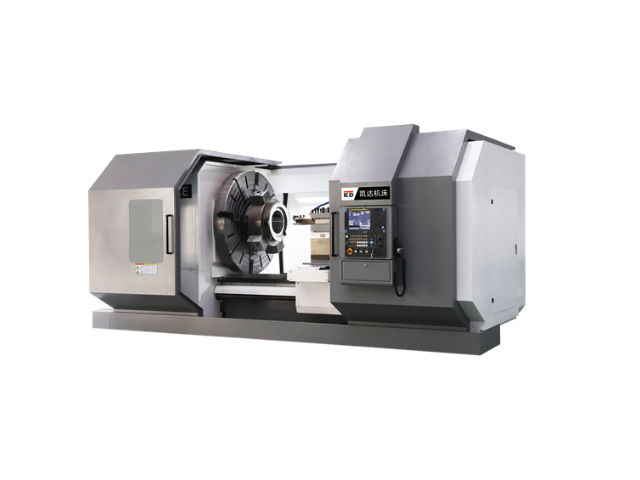
车削加工中心采用了先进的数控系统,这一系统具备高度的功能集成和完善性,它不仅简化了操作流程,还为加工提供了更为精确的控制。数控系统的性能可靠性确保了加工过程中的稳定性,降低了故障率,提高了生产效率。车削加工中心的设计理念融合了机械、电子和液压三种技术,实现了机电液的一体化,这种设计不仅使得整个机床结构紧凑,而且在实际运行中更为稳定、高效。通过一体化的设计,各部分的功能得以协同工作,为高精度、高效率的加工提供了基础。西安小型机床加工厂数控镗铣加工技术的发展推动了机械制造业的转型升级,促进了产业的发展和创新。
卧式加工中心具有高效率,这主要得益于其快速移动的轴向和高效的切削能力。在加工过程中,卧式加工中心能够迅速改变切削位置,减少了不必要的时间浪费,从而提高了整体加工效率。此外,卧式加工中心通常配备自动换刀系统,这进一步减少了刀具更换的时间,提高了加工过程的自动化水平,进一步提升了生产效率。卧式加工中心具备高精度和高刚性,这种特性对于保证加工出的零件精度和质量至关重要,在卧式加工中心中,X/Y/Z向导轨采用矩形淬火导轨,硬度在HRC52以上,这种特殊设计的导轨不仅保证了设备在各个方向上的移动精度,同时也有效提高了设备的刚性,这意味着在进行切削时,设备能够更好地承受各种外力作用,保持稳定,防止因设备自身变形而导致的精度损失。
高速钻攻中心在X、Y、Z三个主要运动轴向均采用精密直线导轨技术,这是保证其高精度加工的基础。精密直线导轨具有低摩擦阻力、高刚性和高稳定性等特点,能够确保机床在快速移动过程中实现极高的定位精度和平稳性,从而有效减少加工误差,提高工件表面质量和尺寸精度。此外,直线导轨优良的防尘性能和长寿命特性也有助于降低维护成本和提高生产效率。高速钻攻中心配备先进的夹臂式刀库,这种刀库结构紧凑,容量大,存取刀具速度快,极大地提高了加工过程中的自动化程度。夹臂式刀库通过精确的伺服电机驱动,可在短时间内完成刀具更换,有效缩短了非切削时间,提升了生产效率。同时,其准确的换刀动作避免了因刀具更换不准确导致的加工失误或设备损坏,保障了加工过程的连续性和稳定性。数控镗铣加工采用模块化设计理念,使它的结构更加紧凑和灵活,便于运输和维护。

车削加工中心的整体斜床身设计,是该设备明显的特点之一,与传统的卧式车床相比,斜床身能更好地适应高速切削,提高加工效率。此外,斜床身的整体结构使得整机的刚性得到了极大的提升,从而确保了加工过程的稳定性和准确性。斜床身设计在排屑方面也表现优异。在车削过程中,切削下来的废料和切屑需要迅速、有效地排出,以避免影响加工精度和刀具寿命。斜床身的结构有助于顺畅的排屑,减少了切屑堆积的可能性,从而提高了设备的持续加工能力。铣削加工可以通过不同的铣刀类型和规格来满足不同加工需求,如平面铣刀、球头铣刀等,具有较高的灵活性。河南小型数控机床加工
车削加工中心的导轨采用了精密直线滚动导轨,确保了无间隙传动和高刚性,为高精度加工创造了条件。数控深孔加工机床费用
高速钻攻中心采用了进口的大螺距丝杠,这种丝杠具有传动效率高、传动扭矩大、传动精度高等优点。在工作过程中,大螺距丝杠能够使工作台快速、准确地移动到指定位置,从而提高了加工效率。此外,丝杠的耐磨性能优异,能够保证长期使用下的稳定性。为了解决加工过程中因高温引起的工件变形问题,高速钻攻中心配备了充足的工件冷却系统。该系统能够及时将加工区域的高温热量带走,降低工件温度,从而减小了因温差引起的形变,提高了加工精度。此外,冷却液的循环利用也降低了能耗和环境污染。数控深孔加工机床费用
- 青海数控机床加工中心厂家 2024-11-08
- 线切割加工机床服务报价 2024-11-08
- 济南圆柱加工机床 2024-11-07
- 南宁机床加工价格 2024-11-07
- 昆明cnc机床加工 2024-11-06
- 兰州数控旋压机床加工 2024-11-06
- 长春高精度五轴加工机床 2024-11-05
- 小型数控机床加工哪家收费合理 2024-11-05
- 太原大型龙门机床加工 2024-11-04
- 济南高精度加工机床 2024-11-04
- 山东齿条加工机床 2024-11-03
- 石家庄多轴加工机床 2024-11-03


