- 品牌
- 赋耘,古莎,标乐,法国LAMPlAM
- 型号
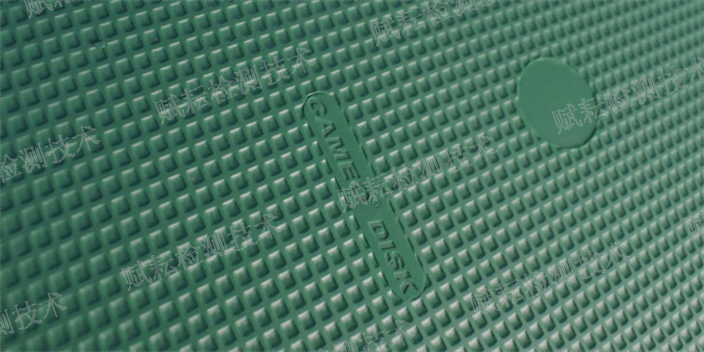
- DISC
- 类型
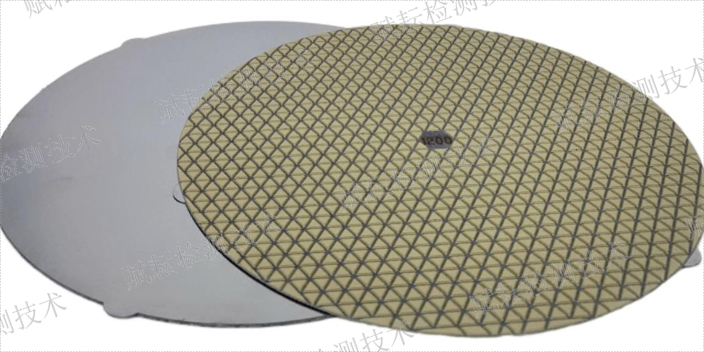
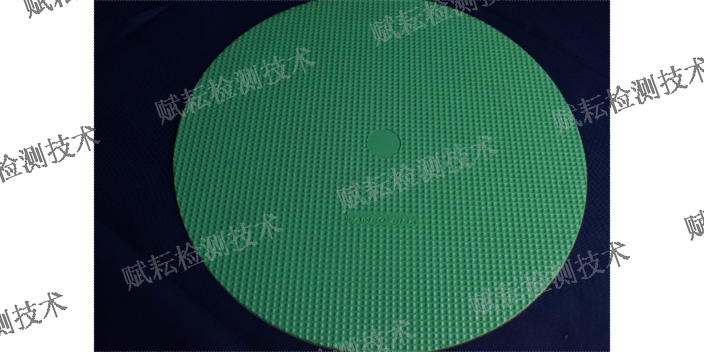
- 金刚石研磨盘
- 材质
- 聚晶金刚石,金刚石
- 适用行业
- 耐火材料加工,混凝土加工,石材加工
- 结合剂
- 金属,合金,树脂
- 生产工艺
- 烧结,电镀
- 产地
- 上海
- 厂家
- 赋耘
在使用赋耘的金刚石磨盘时,可配合其提供的一系列相关产品,以达到更优的研磨效果。例如,赋耘的研磨液,它具有良好的冷却、润滑和清洗作用。在研磨过程中,研磨液能够降低磨盘与工件之间的摩擦系数,减少磨削热的产生,有效防止工件因过热而变形或烧伤,同时还能带走磨削过程中产生的碎屑和杂质,保持磨盘的清洁,延长磨盘的使用寿命。在对金属材料进行研磨时,使用赋耘的研磨液,不*能使研磨过程更加顺畅,还能提高工件的表面质量,使其表面更加光滑细腻。将金刚石磨盘安装到研磨机上时,要确保安装牢固、同心度高。安装过程中,需严格按照研磨机的操作规程进行操作,使用合适的工具和夹具,将磨盘准确地固定在研磨机的主轴上。安装完成后,可通过试运行来检查磨盘的运转情况,观察其是否有异常振动、噪音等现象。若发现问题,应立即停机检查,重新调整安装,直至磨盘运转平稳。赋耘检测技术(上海)有限公司目前国产金刚石磨盘有哪家?重庆CAMEODISK金刚石磨盘代理加盟

磨削过程的能效提升成为行业研究热点。某企业开发的振动辅助磨削技术,通过超声振动降低磨粒与材料的接触面积,使单位材料去除能耗减少25%。在不锈钢磨削中,该技术可将比磨削能从40J/mm³降至30J/mm³,同时保持Ra0.4μm的表面质量。智能功率管理系统的应用也在推进。某磨床厂商推出的自适应功率控制系统,可根据磨盘磨损状态动态调整电机功率。实测数据显示,该系统在磨削硬质合金时,平均能耗降低18%,同时避免了因过载导致的设备停机。这些技术突破不*拓展了金刚石磨盘的应用边界,更推动了先进制造技术向高效、精密、可持续方向发展。未来,随着跨学科技术融合加深,金刚石磨盘将在更多前沿领域发挥关键作用。分享辽宁CAMEODISK金刚石磨盘寿命怎么样金刚石磨盘的价格范围及性价比分析?

为什么电镀金刚砂加厚百分之七十五磨玻璃还不耐磨
耐磨与否与金刚石及镀层(即胎体)性能有关。金刚石有破碎料和整形料之分,破碎料锋利但易破碎,不耐磨;整形料耐磨但锋利度较差,。金刚石不*锋利而且耐磨,那是因为含杂质较少。镀层性能与镀液配方、操作条件等有关,这些因素会影响镀层的硬度、韧性等性能,而硬度、韧性是耐磨的重要前提。比如镍钴合金镀层就比纯镍镀层硬度高,镍钴锰或镍钴钨合金镀层硬度更高。另外镀液中的添加剂对镀层性能也有很大影响,例如十二烷基硫酸钠起到润湿表面,使镀层更加致密的作用,糖精可以增加镀层硬度、减少脆性,丁炔二醇可以提高镀层硬度和光亮度等等。至于金刚石埋入度大小与使用条件和金刚石粒度等都有关系,较大颗粒金刚石用于粗磨,吃力大,埋入度通常大些,小颗粒金刚石,尤其是微粉级金刚石,常用于精磨,砂粒吃力较小,埋入度可以小些,以提高锋利度和排屑能力
金刚砂磨石好用吗金刚砂磨石具有多种优点,使其在磨削效果和使用体验上表现出色。1首先,金刚砂磨石的硬度较高,通常达到莫氏7-8度,这使得它在研磨过程中能够快速有效地去除材料,适合用于大理石、玻璃、金属等多种材料的加工。金刚砂磨石的磨削力强,光洁度高,砂痕少而浅,能够显著提高产品的质量。其次,金刚砂磨石的使用寿命较长,研磨时间短但效益高,价格低廉,适合频繁使用的场合。此外,金刚砂磨石适用于多种工业领域,包括石材、玻璃、金属、印刷和轻工业等,显示出其广泛的应用范围。金刚石磨盘的不同形状及适用场景?

在金相磨抛过程中,究竟是选择金相砂纸还是金刚石磨盘,主要是根据材料特性、研磨需求以及工作效率等多方面因素进行合理的选择。金相砂纸属于细粒度砂纸,常用于金属的研磨与抛光,例如制备金相试样、去除金属表面氧化层或瑕疵,或者在金属表面处理中达成所需粗糙度。金相砂纸一般为非耐水产品,适用于干磨抛光,所用磨料通常为高级精微粉。所以,对于那些对抛光要求较高、更注重表面粗糙度调整的工作而言,金相砂纸是极为合适的选择。而金刚石磨盘则是粗研磨的理想工具,尤其适用于硬度高于150HV的材料样品制备,像陶瓷、玻璃、热喷涂金属涂层、硬质合金等高硬度或超硬材料。金刚石磨盘粗磨效率高,能够节省研磨步骤和时间,并且耐磨、使用寿命长。因此,在面对硬度较高的材料或者需要快速去除大量材料的粗研磨工作时,金刚石磨盘可能更加适宜。总之,金相砂纸和金刚石磨盘在金相磨抛中各有其应用范围和优势,具体的选择应依据实际工作需求来确定。建议在进行金相磨抛之前,先充分了解材料的性质和要求,再根据实际情况挑选合适的工具。同时,无论选择哪种工具,都必须掌握正确的使用方法,以确保研磨效果和效率。金刚石磨盘的日常清洁方法及注意事项?四川树脂金刚石磨盘
赋耘检测技术(上海)有限公司金刚石磨盘蜂窝状结果通过降低与样品接触面进行抛光!重庆CAMEODISK金刚石磨盘代理加盟
开始研磨前,要对工件进行预处理,去除表面的油污、杂质等,以保证磨盘与工件之间的良好接触,提高研磨效率和质量。对于一些形状复杂或有特殊要求的工件,还需根据实际情况制作合适的工装夹具,将工件牢固地固定在研磨工作台上,确保在研磨过程中工件不会发生位移或晃动,从而保证研磨的精度和一致性。在研磨过程中,合理控制研磨参数至关重要。研磨压力应根据工件的材质、硬度以及磨盘的特性进行调整,压力过大可能导致磨盘磨损过快、工件表面烧伤或变形;压力过小则会降低研磨效率,影响加工进度。一般来说,对于硬度较高的材料,可适当增大研磨压力;对于硬度较低或易变形的材料,则应减小研磨压力。研磨速度也需根据具体情况进行选择,通常较高的研磨速度可以提高研磨效率,但过高的速度可能会使磨盘和工件产生过多的热量,影响研磨质量。因此,在实际操作中,需要根据磨盘和工件的材质、研磨要求等因素,综合确定合适的研磨速度。同时,要注意研磨的方向和轨迹,可采用直线往复、圆周运动或螺旋线等不同的研磨方式,根据工件的形状和研磨要求进行选择,以保证工件表面的均匀磨削。重庆CAMEODISK金刚石磨盘代理加盟
在电子、光电、玻璃制品等精密加工行业,金刚石磨盘更是凭借其高精度、低粗糙度的优势,成为生产品质产品的关键工具。在半导体行业,随着芯片技术的不断发展,对半导体材料的加工精度要求越来越高。金刚石磨盘能够对半导体铁氧体材料进行高精度研磨,使材料表面达到纳米级别的平整度,满足芯片制造过程中对材料表面质量的严格要求。例如,在芯片制造的光刻工艺中,需要半导体材料表面具有极高的平整度,否则会影响光刻的精度和芯片的性能。通过使用金刚石磨盘进行研磨,能够有效提高半导体材料的表面质量,为芯片制造提供优良的原材料。在光电行业,光学镜片、光学棱镜等光学元件的加工对精度和表面质量要求极高。金刚石磨盘能够对光学玻璃进行精...
- 河北进口贺利氏古莎金刚石磨盘厂家直销 2026-06-24
- 江西金刚石磨盘厂家现货 2026-06-06
- 福建金刚石磨盘报价表 2026-06-03
- 江苏金刚石磨盘按需定制 2026-06-01
- 上海全自动金刚石磨盘 2026-05-30
- 上海特殊金刚石磨盘 2026-05-27
- 新款金刚石磨盘大概多少钱 2026-04-25
- 便宜的金刚石磨盘 2026-04-20
- 一次性金刚石磨盘什么品牌性价比高 2026-03-05
- 赋耘金刚石磨盘进货价 2026-03-04
- 福建树脂金刚石磨盘寿命怎么样 2025-11-08
- 定制金刚石磨盘厂家直销 2025-11-07
- 上海赋耘金刚石磨盘厂家直销 2025-10-17
- 国产金刚石磨盘厂家报价 2025-10-06
- 哪里有金刚石磨盘售价 2025-09-02
- 辽宁进口KGS金刚石磨盘厂家直销 2025-06-13



- 靠谱的金相切割机推荐 06-30
- 浙江金相制样镶嵌树脂大概多少钱 06-29
- 上海斯特尔镶嵌树脂操作说明 06-28
- 安徽镶嵌树脂 06-27
- 上海赋耘金刚石磨盘使用方法 06-26
- 河北贺利氏古莎金相切割片代理加盟 06-25
- 河北进口贺利氏古莎金刚石磨盘厂家直销 06-24
- 江西便携式金相显微镜软件 06-23
- 吉林便携式金相显微镜代理加盟 06-22
- 吉林正置金相显微镜 06-21