- 品牌
- 赋耘
- 型号
- EP-06A
- 类型
- 电解服饰
- 电解液
- 电解腐蚀液
- 设备形式
- 实现恒定电流和恒定电压工作方式
- 材质
- 玻璃,ABS
- 电极连接方式
- 单极式电解槽,复极式电解槽
- 加工定制
- 是
- 工作温度
- 0-200
- 功率
- 1
- 重量
- 15
- 产地
- 上海
- 厂家
- 赋耘
- 外形尺寸
- 1500mm*750mm*400mm,900mm*900mm*800mm,1600mm*750mm*400mm
一种钛合金电解抛光腐蚀液,以解决现有技术腐蚀钛合金不充分的问题。本发明的技术方案是:一种钛合金电解抛光腐蚀液,由甲醇、正丁醇、高氯酸组成,各组分体积份数为:甲醇:20-35,正丁醇:12-20,高氯酸:1-5。各组分体积份数为:甲醇:30,正丁醇:17,高氯酸:3。本发明的有益效果:通过本发明能对钛合金材料进行电解抛光,从而对钛合金的进一步研究使用起到积极作用。【具体实施方式】实施例1配制电解液:30ml甲醇+17ml正丁醇+3ml高氯酸,将钛合金样品放入电解液中,电解电压为25V,电流在,温度为室温20°C进行电解即可。实施例2配制电解液:35ml甲醇+20ml正丁醇+5ml高氯酸,将钛合金样品放入电解液中,电解电压为25V,电流在,温度为室温20°C进行电解即可。 晶间腐蚀仪试验是金属腐蚀的一种常见的局部腐蚀,腐蚀从金属表面开始,沿着晶界向晶粒内部发展。山西铝合金腐蚀仪怎么选择

电解腐蚀仪推荐地,步骤1中,不同规格的水磨砂纸包含150#、300#、600#、1000#及1500#中的任意两种以上。推荐地,步骤2中,***电流密度为,电解抛光时间20~30s。推荐地,步骤3中,洗净步骤包含:先用水冲洗,并在冲洗过程中,用带水的脱脂棉擦去样品表面的腐蚀残留薄膜,再用无水乙醇冲洗干净,吹干。推荐地,步骤4中,第二电流密度为/cm2,电解腐蚀时间2~8s。推荐地,步骤5中,洗净步骤为先用水冲洗,再采用无水乙醇冲洗,吹干。本发明中的电解抛光腐蚀剂中,磷酸是电解抛光腐蚀液中的主要成分,磷酸和磷酸盐的黏滞性都比较大,通电后有利于微观凸起处金属的优先溶解,对金属的腐蚀性比较小,对获得平整光亮的表面起重要的作用。硫酸可提高电解液的导电率,改善分散能力,减轻对镍基材料的腐蚀,提高试样的光洁度和减少粗糙度。硝酸是一种具有强氧化性、腐蚀性的强酸,在通电后其作为氧化剂可将镍基合金表面予以溶解,因晶粒上原子排列不规则,具有较高的自由能,可以在腐蚀的时候显现出晶界。甘油作为缓腐剂,可在镍基金属表面形成一层薄膜,改善金属表面的电层结构,有效地减缓腐蚀的速度,并减少出现点蚀的出现。大电流的情况下(***电流)。 山西铝合金腐蚀仪怎么选择金属制品金相制样电解抛光腐蚀仪赋耘厂家直供!

工件抛光后表面无光泽,在浅黄色底子上有白色斑点,一般什么原因引起的?原因分析:可能是电解抛光溶液中铬酐含量过高,甚至超过。解决方法:铬离子属于重金属离子,对人体有致*作用,污染环境,可选用无铬抛光液。推荐使用“不锈钢通用电解液”。15.电解液成本核算主要是哪些?主要是电费、电解液、整流器、电解槽、极板、铜棒、加热管等。16.不锈钢各种材质在电解抛光时电流密度是多少?与电解成本有什么关联?原因分析:在市场常规情况下不锈钢各种材质在电解液的密度为:200系列不锈钢材质电流密度在25—50安培之间,300系列不锈钢材质电流密度在15—30安培之间,400系列不锈钢材质电流密度在30—55安培之间。200系列不锈钢材质电流密度在15—25安培之间,300系列不锈钢材质在10—15安培之间,400系列不锈钢材质在25—30之间。电流密度越大,耗电量越大。而在电解成本核算中,电费所占的比例大。
电解时为什么容易出现打火现象?原因分析:导致这一现象有三点因素:一是挂具与工件接触点不牢固,二是电解液密度太低,三是电流密度过高。解决方法:多换几种挂具与工件连接方法,尽量多增加挂具与工件的接触点。如是电解液密度太低,可更换电解液,建议选用“不锈钢通用电解液”。21.不锈钢电解液操作温度对电解抛光有什么影响?比较好温度是多少?原因分析:一般电解液使用温度为50—90℃之间,温度较低,抛光速度较慢,光亮度下降。温度过高,液体对工件腐蚀加快,容易引起工件过腐蚀,电解液有效成分容易分解。解决方法:温度较低应加热到规定温度,加热可使用各种加热管(如石英,钛材质加热管),长时间工作温度会上升,当温度超过90℃时应停止工作,散热可选用搅拌或冷却循环方式。比较好使用温度是50—90℃,“不锈钢通用电解液”的比较好使用温度为50—80℃。22.不锈钢工件表面凹凸不平,麻点呈凸状,什么原因引起的?原因分析:表面锈蚀较多,电解液只是微观腐蚀整平,较多的锈蚀电解液不能完全***,如延长抛光时间,大量铁离子沉入电解液底部,降低电解液使用寿命。解决方法:将工件表面的锈蚀***干净。推荐使用“不锈钢活化液”,“除锈水”。赋耘检测技术(上海)有限公司晶间腐蚀仪怎么使用?

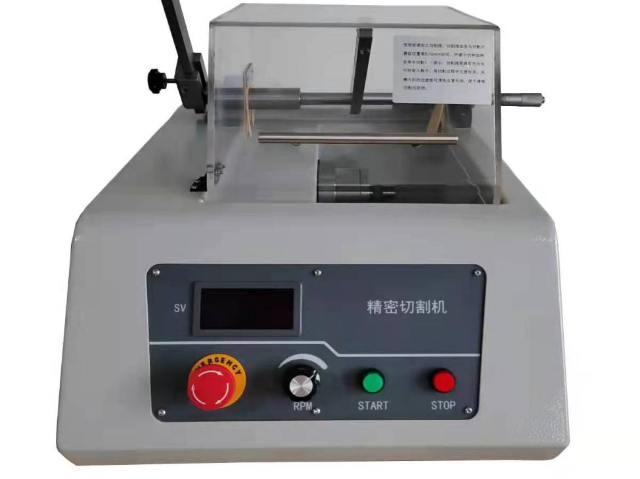
编辑1、阳极氧化膜为二层结构,内层是纯度较高的三氧化二铝,致密的薄的玻璃状膜,厚度约,硬度较高;外层是含水的三氧化二铝(Al2O3·H2O)膜。2、氧化膜与基体结合牢固,因为氧化膜是由基体金属生成的,与基体金属结成为一个整体。3、氧化膜孔隙多,孔隙成锥形毛细管状,孔径自内向外变大。因而,它具有很好的吸附能力,易染成各种颜色,加强装饰作用;与涂料结合力强,适于作涂装底层;为提高耐蚀性能,应进行封孔处理。4、氧化膜是绝缘体,当膜厚1μm时,击穿电压为25V;纯铝氧化膜的电阻率为109Ω/cm2。5、氧化膜耐热性能优良,耐热可高达1500℃,其热导率比金属低。6、氧化处理后,工件的尺寸稍有增大,因为三氧化二铝的体积比铝的体积大。 电解抛光腐蚀仪触摸屏操控,简单直观!吉林不锈钢腐蚀仪定制尺寸
赋耘检测技术(上海)有限公司生产电解抛光腐蚀仪设备生产厂家,诚招代理!山西铝合金腐蚀仪怎么选择
一种钛合金电解抛光腐蚀液的制作方法钛合金具有强度高而密度又小,机械性能好,韧性和抗蚀性能很好。另外,钛合金的工艺性能差,切削加工困难,在热加工中,非常容易吸收氢氧氮碳等杂质。还有抗磨性差,生产工艺复杂。钛的工业化生产是1948年开始的。航空工业发展的需要,使钛工业以平均每年约8%的增长速度发展。世界钛合金加工材年产量已达4万余吨,钛合***号近30种。[0003]钛合金主要用于制作飞机发动机压气机部件,其次为火箭、导弹和高速飞机的结构件。60年代中期,钛及其合金已在一般工业中应用,用于制作电解工业的电极,发电站的冷凝器,石油精炼和海水淡化的加热器以及环境污染控制装置等。钛及其合金已成为一种耐蚀结构材料。 山西铝合金腐蚀仪怎么选择

电解抛光中常见的疑难杂症1.电抛光后,表面为什么会发现似未抛光的斑点或小块?原因分析:抛光前除油不彻底,表面尚附有油迹。2.抛光过后表面局部为什么有灰黑色斑块存在?原因分析:可能氧化皮未彻底除干净。局部尚存在氧化皮。解决方法:加大氧化皮力度,可选用“不锈钢氧化皮***液”,“不锈钢氧化皮***膏”等产品。因除锈除氧化皮产品较多,具体适用产品可咨询威海云清化工开发院。3.抛光后工件棱角处及前列过腐蚀是什么原因引起的?原因分析:棱角、前列的部位电流过大,或电解液温度过高,抛光时间过长,导致过度溶解。解决方法:调整电流密度或溶液温度,或缩短时间。检查电极位置,在棱角处设置屏蔽等。电解抛光腐蚀仪国内哪...
- 江西腐蚀仪贵吗 2026-05-23
- 江西靠谱的腐蚀仪 2026-05-21
- 山东通常腐蚀仪 2026-05-16
- 山东腐蚀仪专卖 2026-05-15
- 绿色腐蚀仪功能 2026-03-16
- 定制腐蚀仪 2026-03-07
- 重庆腐蚀仪 2026-01-12
- 黑龙江低倍电解腐蚀仪什么品牌性价比高 2026-01-11
- 内蒙古热酸蚀腐蚀仪OEM厂家 2026-01-06
- 河北铜合金腐蚀仪配合通风系统 2026-01-04



- 便宜的腐蚀仪一般多少钱 2025-09-23
- 耐用腐蚀仪商家 2025-09-08
- 实用腐蚀仪牌子 2025-08-28
- 绿色腐蚀仪常用知识 2025-08-08
- 新款腐蚀仪定做价格 2025-08-05
- 天津低倍腐蚀仪怎么选择 2025-06-27


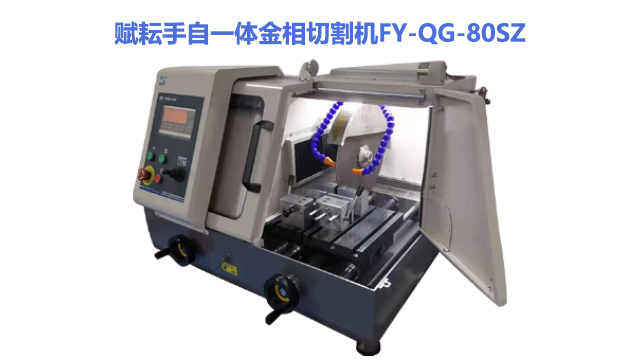
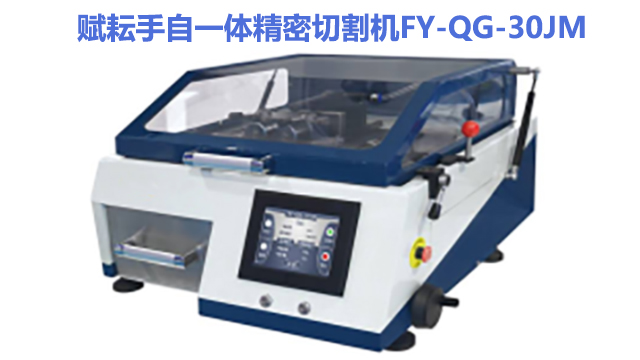

- 靠谱的金相切割机推荐 06-30
- 浙江金相制样镶嵌树脂大概多少钱 06-29
- 上海斯特尔镶嵌树脂操作说明 06-28
- 安徽镶嵌树脂 06-27
- 上海赋耘金刚石磨盘使用方法 06-26
- 河北贺利氏古莎金相切割片代理加盟 06-25
- 河北进口贺利氏古莎金刚石磨盘厂家直销 06-24
- 江西便携式金相显微镜软件 06-23
- 吉林便携式金相显微镜代理加盟 06-22
- 吉林正置金相显微镜 06-21