内孔磨加工主动测量仪有助于优化内孔加工的冷却润滑协同。内孔磨削时,冷却润滑不充分会导致磨削热积累,影响尺寸精度和表面质量,传统冷却控制难以与加工状态联动。内孔磨主动测量仪可将实时尺寸数据与冷却润滑系统关联,当检测到磨削区域温度升高(通过尺寸变化速率间接判断)时,自动增加冷却液流量或调整喷射角度,确保冷却润滑效果与磨削强度匹配;当进入精磨阶段时,适当降低流量以减少对测量精度的干扰。这种协同控制能力减少了磨削热对尺寸精度的影响,降低了工件表面烧伤风险,同时避免了冷却液的浪费,提升内孔加工的环境友好性和经济性。磨加工主动测量仪的测量范围需与被加工工件的尺寸规格相匹配,确保覆盖完整的加工区间。成都凸轮轴磨加工主动测量仪解决方案
轴承磨加工主动测量仪可提升轴承的旋转精度。轴承的旋转精度取决于滚道和滚动体的形状误差与位置误差,传统加工方式难以兼顾这些参数的实时控制,易导致旋转时出现偏心或晃动。轴承磨主动测量仪配备多维度传感器,能同时监测滚道的圆度、同轴度、端面跳动等形位参数,通过分析这些参数的关联性,自动调整磨削路径和力度,对滚道进行精确修整。这种全方面的精度控制可有效降低轴承旋转时的径向和轴向跳动,确保滚动体在滚道内平稳运转,减少因旋转精度不足导致的能量损耗和发热,提升轴承的高速旋转性能,满足精密机械对轴承旋转精度的严苛要求。无锡轴承磨加工主动量仪磨加工主动测量仪能够在工件加工接近完成时发出预警,提醒操作人员关注后续工序。
ZD系列主动测量系统的持续迭代,不*彰显了成都工具所的自主创新能力,更为国内精密加工行业的技术升级提供了关键支撑。在数字化、智能化制造趋势下,研发团队将在线测量技术与数字化管理深度融合,系统可实现测量数据的实时存储、分析与联网共享,为企业搭建生产过程的数字化监控平台,助力智能制造转型。同时,作为拥有三十年经验的在线检测领域出色产品,ZD系统通过技术输出与行业交流,推动了国内磨加工在线测量行业的技术规范与标准完善。其兼具高精度与高性价比的特性,让更多中小型精密加工企业能够接入先进在线检测技术,缩小了行业技术差距,为我国精密制造领域的自主可控发展注入了持久动力,成为国产化精密测量装备的典范。
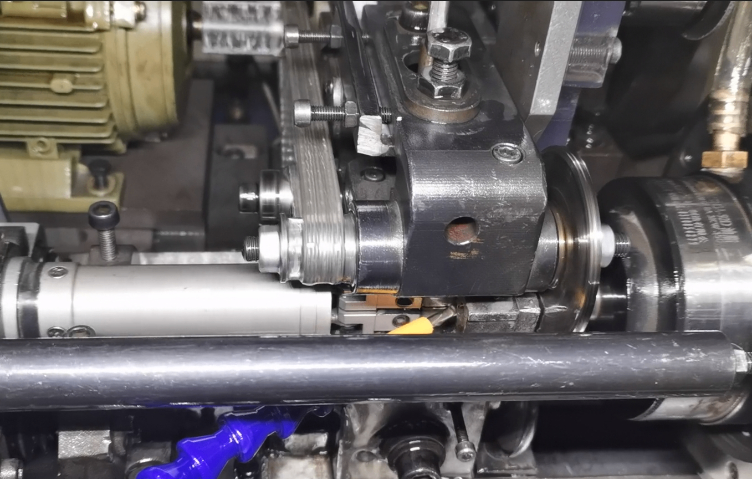
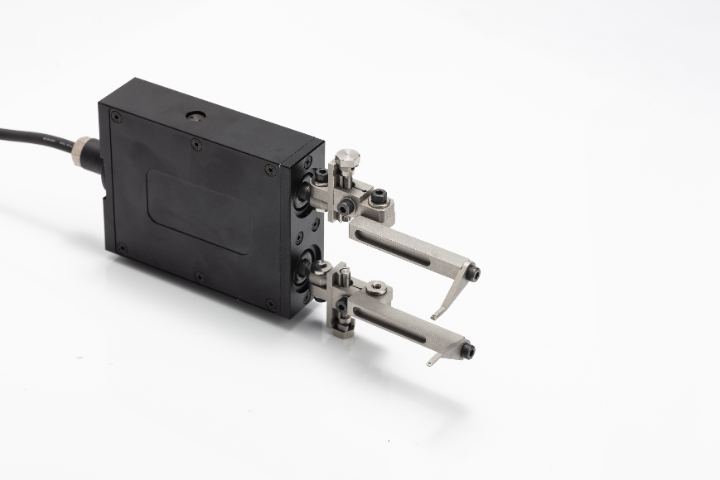
ZD系列主动测量系统以相对测量原理为关键,构建了高效、精确的在线检测逻辑,完美契合生产过程中“实时控制”的关键需求。在磨削加工过程中,系统通过测量装置,实时捕捉被加工件与标准工件之间的几何尺寸差值,将数据快速传输至处理单元进行分析运算。基于预先设定的尺寸阈值,系统会向加工设备发出精确的逻辑控制信号——当尺寸接近目标值时,控制设备调整加工参数;当达到预设精度时,及时发出停机或进给调整指令,从根本上避免超差、欠加工等问题。这种“实时测量-数据处理-精确控制”的闭环流程,确保了加工过程的连续性与稳定性,为高效生产提供了坚实的技术支撑。磨加工主动测量仪结构紧凑轻便,安装便捷,完美集成于磨床,全程不干扰磨削作业。

曲轴磨加工主动测量仪有助于增强曲轴加工过程的稳定性。曲轴材料硬度高、磨削过程易受砂轮磨损、冷却液分布不均等因素影响,导致加工过程不稳定。主动测量仪通过连续记录磨削参数与尺寸变化的关系,建立动态模型,当检测到尺寸变化速率异常时,自动调整砂轮进给速度或补充冷却液,抵消干扰因素的影响。这种实时调控能力维持了磨削过程的稳定,避免因突发状况导致的轴颈烧伤、裂纹等缺陷,减少不合格品产生,同时延长砂轮使用寿命,降低加工过程的波动风险,提升生产过程的可控性。稳定的供电系统是设备高性能的基础,确保了磨加工主动测量仪在长时间连续运行。在线磨加工主动量仪费用
磨加工主动测量仪能够实时监测工件的形状误差,为后续的精度调整提供方向。成都凸轮轴磨加工主动测量仪解决方案
外圆磨加工主动测量仪可提高外圆加工的自动化集成度。传统外圆磨削需要操作人员频繁停机测量、调整参数,自动化程度低,影响生产效率,且易因人为操作误差导致质量波动。主动测量仪与磨削设备、自动上下料系统、砂轮修整装置等实现无缝对接,形成闭环自动化加工系统:自动上料后,测量仪立即采集初始尺寸并规划磨削路径,磨削过程中实时调整参数,完成后自动检测并记录质量数据,不合格品自动分流。这种高集成度自动化能力减少了人工干预,提升了单班生产效率,同时因参数调整的精确性降低了质量波动,使操作人员可同时监管多台设备,提高人力资源利用率,适应现代化智能制造的生产需求。成都凸轮轴磨加工主动测量仪解决方案