
- 品牌
- 今日标准
- 型号
- 123
- 运动方式
- 点位直线控制,轮廓控制
- 控制方式
- 半闭环控制
- 布局形式
- 立式,卧式
- 加工定制
- 是
选择合适的数控走心机需综合考量多方面因素,避免因选型不当影响生产。首先需明确加工需求:根据工件的最大直径、长度、精度要求选择设备规格,如加工 φ5mm 以下的微小零件可选用小型走心机,加工 φ30mm 以上的零件则需中型设备;其次关注刀塔配置,若需多工序复合加工,应选择动力刀塔数量多、支持 Y 轴与 C 轴功能的机型;再者考量控制系统,高级系统操作更便捷、稳定性更强,适合复杂零件加工;同时需评估设备的刚性与稳定性,床身材质、主轴精度等直接影响加工品质;要关注售后服务,选择具备专业维修团队、能及时提供备件的品牌,确保设备故障能快速解决,减少生产停滞损失。专注走心机,今日标准值得信赖。贵州单主轴走心机加工
走心机
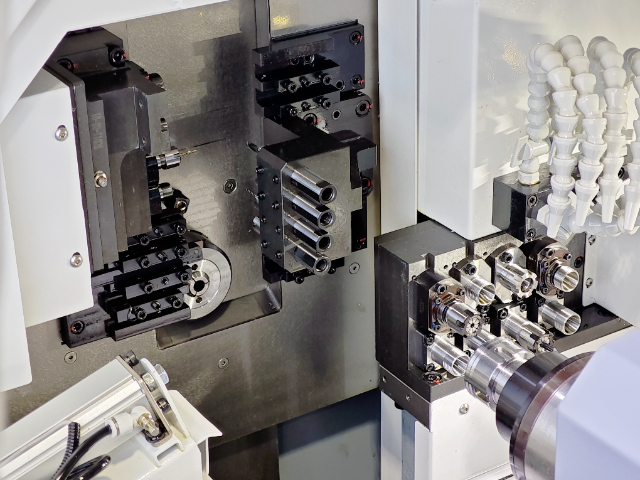
走心机是一种高精度的数控车床,也被称为主轴箱移动型数控自动车床,其独特的结构设计使其在精密零件加工领域有着广泛的应用。与传统车床不同,走心机的主轴可以沿着 Z 轴方向移动,而刀具则固定在刀塔上,通过主轴的移动实现对工件的切削加工。这种结构使得走心机在加工长径比较大的细长轴类零件时具有明显优势,能够有效减少工件在加工过程中的变形,保证加工精度。同时,走心机通常配备有多个刀塔和辅助主轴,可实现多工序同时加工,提高了生产效率,特别适合批量生产高精度、复杂形状的小型零件。广东双主轴走心机修理电子通讯行业的精密零件加工,选择今日标准数控走心机准没错。

走心机在加工过程中需要注意刀具的选择和使用,不同的加工材料和加工工序需要选择合适的刀具。对于车削加工,通常选择硬质合金刀具或高速钢刀具,硬质合金刀具具有较高的硬度和耐磨性,适合加工有色金属和黑色金属;高速钢刀具则具有较高的韧性,适合加工不锈钢等难加工材料。对于铣削加工,通常选择立铣刀、端铣刀等,根据加工表面的形状和精度要求选择合适的刀具型号和尺寸。在使用刀具时,需要合理设置切削参数,如切削速度、进给量、切削深度等,避免因参数设置不当导致刀具磨损过快或加工精度下降。
随着精密制造产业的不断升级,数控走心机呈现出 “高精度、高效率、智能化、复合化” 的发展趋势。在精度提升方面,通过采用磁悬浮主轴、光栅尺闭环控制等技术,加工精度正向纳米级迈进;在效率优化上,高速主轴(转速可达 15000rpm 以上)与快速换刀系统的应用,进一步缩短了加工周期;智能化升级成为重点,设备正集成 AI 视觉检测、自适应加工等功能,能自动调整加工参数以适应材料变化,提升加工稳定性;复合化程度持续加深,除传统车铣复合外,还集成了激光加工、电火花加工等工艺,可实现更多样化的零件加工;此外,绿色化发展也备受关注,低能耗电机、环保冷却液的应用,使设备更符合节能减排要求。今日标准在行业内深耕多年,对数控走心机技术不断钻研,产品竞争力强。

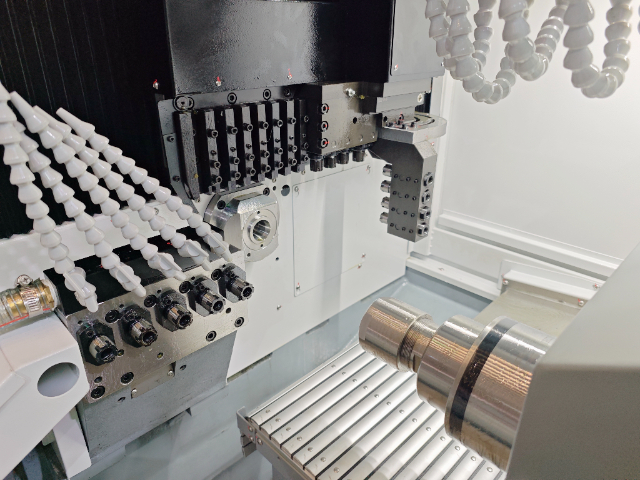
数控走心机以 “多工序集成” 实现了加工效率的质的飞跃,彻底改变了传统车床 “单工序加工、多次装夹” 的模式。其采用 “一端固定、多刀同时加工” 的方式,在加工主轴旋转的同时,副主轴可同步进行后端加工,刀塔上的动力刀具还能完成横向与纵向的复合加工,实现 “一次装夹,全序完工”。以 φ10mm 的不锈钢轴类零件为例,传统车床需 3-4 道工序、多次装夹,而数控走心机可一次性完成外圆切削、键槽铣削、螺纹加工等工序,单件加工时间从 2 分钟缩短至 30 秒以内。同时,设备支持 24 小时连续运行,配合自动送料与排屑系统,大幅提升了生产效率。精密加工,认准今日标准走心机。广东双主轴走心机修理
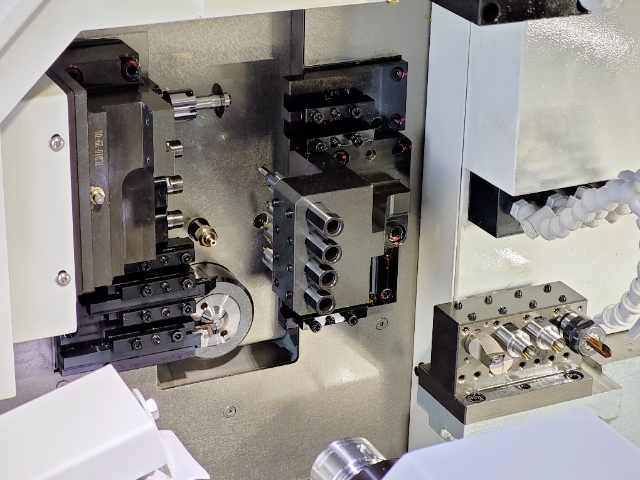
拥有有导套 / 无导套切换功能,数控走心机可适应多种加工需求。贵州单主轴走心机加工
今日标准公司的走心机在材料利用方面的表现,受到非常多的企业的认可。加工过程中,材料的浪费往往会增加生产成本,而走心机的切削路径设计更为合理,能在保证零件尺寸的前提下,减少余料的产生。对于铜、铝等价格相对较高的材料,这种优势更为明显。一家生产散热片的企业,使用走心机加工时,材料的利用率比传统车床提高不少,每月节省的原材料费用可观,长期下来为企业积累了不少成本优势,在市场竞争中也有了更多灵活定价的空间。贵州单主轴走心机加工

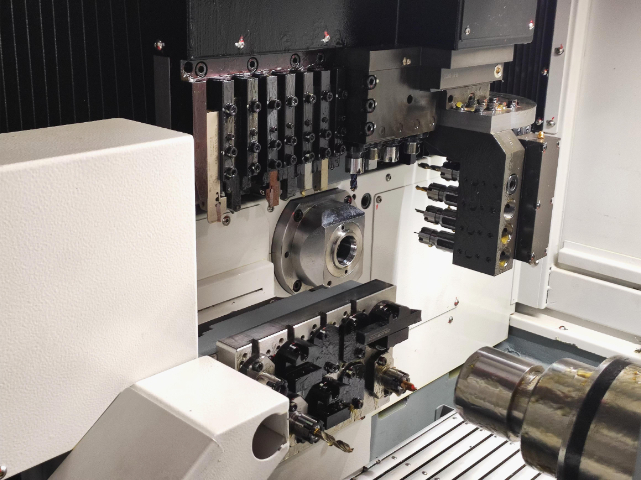
电子通讯行业的快速发展,对微型精密零件的加工需求与日俱增,今日标准数控走心机成为电子通讯精密零件加工的重要支撑。在 5G 通讯、光纤通信、手机制造等领域,光纤连接器、精密接插件、手机摄像头零部件、微型螺丝等微型零件,尺寸小、精度要求高、批量大,对加工设备的要求极为严苛。今日标准的 TC126 走心机凭借 φ1~12mm 的超小加工直径、12000rpm 的高转速和超微米级的加工精度,成为这类微型零件加工的理想设备。在 5G 基站滤波器加工中,今日标准走心机通过热变形补偿算法,确保批量加工时尺寸公差波动不超过 0.008mm,让滤波器腔体的平面度合格率从 92% 提升至 98.5%,为 ...
- 青海单主轴走心机 2026-05-14
- 宁夏五轴走心机二手价格 2026-05-07
- 浙江数控走心机技术指导 2026-05-06
- 宁夏加工走心机 2026-05-05
- 江苏数控走心机维修 2026-05-04
- 江西走心机价格表 2026-05-03
- 辽宁六轴走心机哪家好 2026-05-02
- 黑龙江单主轴走心机技术指导 2026-05-01
- 辽宁走心机车床 2026-04-30
- 五轴走心机机械结构 2026-04-29

- 北京单主轴走心机哪家好 2026-04-18
- 特种走心机答疑解惑 2026-04-17
- 自动走心机案例 2026-04-16
- 安徽国内走心机哪家好 2026-04-15
- 上海走心机哪个牌子好 2026-04-14
- 自动化车床走心机哪个牌子好 2026-04-13



- 宁夏加工走心机 05-05
- 江苏数控走心机维修 05-04
- 江西走心机价格表 05-03
- 辽宁六轴走心机哪家好 05-02
- 黑龙江单主轴走心机技术指导 05-01
- 辽宁走心机车床 04-30
- 五轴走心机机械结构 04-29
- 北京六轴走心机有哪些 04-28
- 内蒙古五轴走心机厂家 04-27
- 甘肃双主轴走心机哪家强 04-26