钢筋焊接网焊接技术:焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。钢筋网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级级冷拔光面钢筋制作。钢筋网按钢筋的牌号、直径、长度和间距分为定型钢筋网和定制钢筋网两种。优点:1.显著提高钢筋工程质量;2.明显提高施工速度;3.增强混凝土抗裂能力;4.具有较好的综合经济效益。当桥梁为斜交时,钢筋混凝土板的锐角部分应采用焊接钢筋网补强。浙江国标钢筋焊接网批发价格

带肋钢筋网,产品名称: 带肋钢筋网;伸长率δ10≧8%;性能:抗拉强度Σb≧360Mpa;设计强度Y≥360Mpa;表面形状:网状;供货状态:按要求或施工情况分片打包;节省钢筋用量:在同体积混泥土结构中,与普通I级钢筋相比。冷轧钢筋及焊接网的设计强度值从210Mpa提高到360Mpa,因而钢筋用量可相对减少30%以上。另外,由于是工程自动化生产线制作,钢筋网的损耗微乎其微。提高工作效率:使用钢筋焊接网可省去现场钢筋调直、裁剪、逐条摆放等环境,节省工时可达70%以上,较大程度上简化了施工环节,加快了施工进度,缩短了施工周期。北京钢筋焊接网市场价格我国冷拔带肋钢筋、热轧III级钢筋普遍、快速的推广应用为焊接网发展提供良好的物质基础。

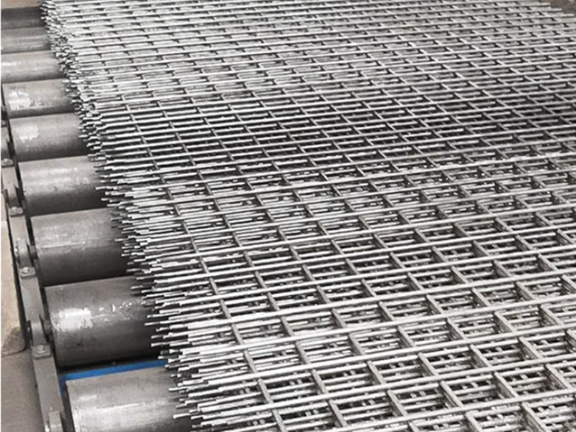
钢筋网片焊接机应用场景,钢筋网片焊接机操作规程:1、使用前,检查控制板插头务必与插座插牢;2、焊机外壳必须可靠接地,焊机不得受潮;3、根据焊件厚度调整次级电压,打开电源开关后指示灯应亮;4、踏下脚踏板,接触器吸合,控制焊接时间,即能完成焊接的过程,可完成点焊和多点同焊;5、严禁用手触摸触头,以防触电和烫伤;6、每单作业结束后,应及时修复光电机头;7、每单作业结束后,应检查机头、弹簧、杠杆组及踏脚有无损坏和松动,并及时恢复和修复;8、定期(每月一次)停电检查箱内各接线。
焊接钢筋网在隧道衬砌的应用,根据国标《公路隧道设计规范》JTGD70-2004规定。在喷射混凝土内应设带肋焊接钢筋网,有利于提高喷射混凝土的抗剪和抗弯强度,提高混凝土的抗冲切能力,抗弯曲能力,提高喷混凝土的整体性,减少喷混凝土的收缩裂纹,防止局部掉块。焊接钢筋网网格应按矩形布置,焊接钢筋网的钢筋间距为150~300mm。可采用150mm×150mm,200mm×200mm,200mm×250mm,250mm×300mm,300mm×300mm的组合方式。焊接钢筋网的搭接长度不应小于30d(d为钢筋直径)。钢筋网纵向钢筋间距为50mm的整倍数,横向钢筋间距应为25mm的整倍数,较小间距均宜采用100mm。
焊接钢筋网定义:1.1 钢筋网的宽度:钢筋网平面短边的尺寸(与制造方向无关)。1.2 冷轧光面钢筋:热轧圆盘条经冷轧或冷拔减径后冷轧而成的光面钢筋,其截面通常为圆形。1.3 纵向钢筋:与钢筋网制造方向平行排列的钢筋。1.4 横向钢筋:与钢筋网制造方向垂直排列的钢筋。1.5 间距:钢筋网中相邻钢筋中心线之间的距离,对于双根钢筋,中心线为两根钢筋接触点的公切线。1.6 双根钢筋:钢筋网中紧贴在一起的同类型、同直径的两根钢筋。1.7 伸出长度:纵向、横各钢筋超出钢筋网片较外边横向、纵向钢筋中心线的长度,对于双根钢筋,中心线为两根钢筋接触点的公切线。1.8 钢筋网的长度:钢筋网平面长边的尺寸(与制造方向无关)。在20世纪90年代初,钢筋焊接网才被国家科委、建设部列为重点推广项目,并制定了国家标准、规程。金华隧道钢筋焊接网价格
焊接网按形状、规格分为定型和定制两种。浙江国标钢筋焊接网批发价格
力学性能检验:(1)抗拉试验(2)抗弯试验(3)抗剪试验;(1)拉伸试验结果,不得低于550MPa;(2)弯曲至180。,其外侧不得出现横向裂纹;(3)抗剪试验结果,3个试件抗剪力的平均值不得低于下式计算出的抗剪指标: F≥0.3×Ao×σs 式中 F一抗剪力指标,N; Ao一较大钢筋(受拉钢筋)的横截面面积,(mm2); σs一该级别钢筋(丝)规定的屈服强度,(MPa) 注:①冷拔低碳铜丝的屈服强度按0.65×550计算,为360MPa(尾数取整数); ②冷轧带肋钢筋抗拉强度,取ORl3550级钢筋抗拉强度550MPa计算; 焊点抗剪试件以较大钢筋即受拉钢筋为纵筋,较小钢筋为横筋;(4)焊接网的拉伸试验、弯曲试验结果如不合格,则应从该批焊接网中再切取双倍数量试件进行不合格项目的检查,复检结果不合格时,该批焊接网为不合格品;(5)焊接网的抗剪试验结果,按平均值计算,如不合格,则在取样的同一横向钢筋上所有交叉点均需取样检查;全部试件平均值合格时,该批焊接网为合格浙江国标钢筋焊接网批发价格




