不管是手工操作还是机器加工–越来越多的钣金加工企业开始将倒圆角处理整合到零部件加工工艺链当中。对零部件毛边进行倒圆角处理不仅*是为了预防工伤事故,经过精确倒圆角加工后的零件也是保证其后续加工顺畅进行的前提条件。(为去毛刺加工降低工时和资源)如果去毛刺工序需要整合到您的生产流程当中,您还需要考虑如何优化倒圆角加工前后的物流程序。例如合理安排材料流、机械手、联机性操作或零件旋转输送等工序。如何节省工时和资源也是您同时需要考量的因素,特别是如何减轻操作工人的劳动强度:即使提举和翻转不足25公斤重的零件也需要消耗相当的体力。此外,人工去毛刺还会使工人的手长时间处于震动状态,会对其身体健康产生不良影响。江苏荣协气动式自动铣边机怎么样?小型倒角机铣边距离
钢板倒角机钢板倒角机尺寸准确、表面光洁、一次成形,不需要清理毛刺,具有操作方便,钢板倒角机工效高(每分钟3米),能耗低等优点。可大幅度降低工人劳动强度,并提高坡口质量。电动坡口机其重量轻(和同类产品相比较而言),钢板倒角机震动小,操作平稳,本机使用简单、安全,适用于钢材、铸铁、硬质塑料、有色金属等料!按机器使用性质分为,手提式倒角机,便携式自动行走倒角机,台式倒角机三种。使用起来简单易操作,工件质量的得到提升。山东气动式自动铣边倒角机零售价气动式手持倒角机哪家好?

、合理选择铣削工艺和参数根据生产实际情况合理选择铣边工艺。在保证生产的情况下,尽量采用单铣边工艺,选择Ⅰ型坡口,从而使铣边缺陷减少且易于加工。选择合适的工作宽度,一般选择8-10mm的铣削量。即铣削工作宽度=**窄实际原板宽度-8mm。灵活调整铣边机在特定情况下,可以灵活地调整铣边机,以适应不同的情况。如钢板工作宽度偏差为1-3mm时,一般不会影响成型质量;钢板边缘偏离递送线1-3mm时也基本能受控制。因此,当钢板无法控制将要脱铣时,可以通过微调床头箱来控制。再有一种情况是:如果部分钢卷宽度超标不大,可通过微调铣边机的工作宽度来减少刀片铣削量,延长其使用寿命。
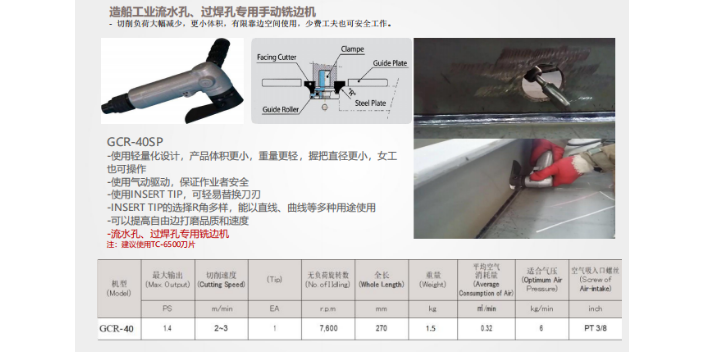
自走式钢板坡口机船舶冶金焊接铣边机10D不锈钢板平板开口机钢板坡口机是在焊接制造加工过程中,为了保证焊接质量,在焊接前对工件需要焊接处进行开坡口的一种机器,钢板坡口机和平板坡口机主要是针对板材进行坡口。是一种***适用于船舶,冶金,钢结构等各种焊接制造行业的焊割辅助设备。电机转速:1450r/min进给速度:1500-2500m/min夹持板厚:6-30mm夹持板宽:≥75mm加工板长:≥70mm坡口角度:25°-45°单次坡口宽度:12mm坡口宽度:0-18mm刀盘直径:93mm工作台高度:680mm行走占地面积:800×800mm净重:155Kg使用INSERT TIP的选择R角多样,能以直线、曲线等多种用途使用,可以提高自由边打磨品质和速度 。

设备工作时要注意铁削伤到身体,设备切削时会产生高温的铁削,这些铁削会对生命、呼吸道、皮肤、听觉等都会产生影响。所以操作设备时必须佩戴护眼镜、防尘口罩、耳塞、手套,长袖作业服等。保护好自己的安全,还有作业时不要靠太近。设备或零部件的更换,调试时,请务必从接线管中分离出来。另外禁止使用破损切割刀片,内径太小或太大的东西。请使用我方的正规产品配件。请不要使用受损,弯曲或磨损的导向轮。请确认切割刀片是否紧固完整。非原厂提供的刀头或者导向轮都有可能破坏设备,所以需谨慎。造船工业流水孔、过焊孔**手动铣边机GCR-70PCL。四川倒角机推荐厂家
韩国气动式自动铣边机刀片哪里买?小型倒角机铣边距离
手提倒角机:主要由三相电机,启动开关、壳体铸件,支撑挡板,刻度条,人性化手把。铣刀盘等部件组成,原理是通过电机带动滚铣刀盘上的刀片,对工件进行倒角作业。便携式自动行走倒角机:主要是由移动式行走架,三相电机.,涡轮,涡杆,减速装置,,控制器,启动开关,紧急停按钮,反转按钮,磁热保护,壳体铸件,支撑轮,角度轮等部件组成,其原理是电机通过减速机带动整体滚洗刀盘,通过刀盘滚动进行铣切倒角作业。达到小板钢板自走,大板机器自动行走小型倒角机铣边距离