其次,当设备出现由液压系统故障导致的工作异常时,为使现场液压技术人员能够快速准确的确定故障原因并给予解决,对夹钳小车装置的液压系统进行简要分析。同时,此分析也有助于帮助技术人员对此装置液压系统的进一步认识。再次,本课题研究的**主要目的是明确造成钢板铣削质量超差的原因,针对此问题,本文采用反推法,即由末端产品状态与检测结果入手,通过单纯几何位置关系,分析夹钳小车装置单独作用对铣削质量的影响,而后分析钝边铣削单元与夹钳小车装置综合作用对铣削质量的影响,并针对每种运动状态结合具体实例加以说明,绘制出与之相对应的钝边高度变化关系曲线,进而明确运动状态与钝边高度变化之间的关系,为技术人员快速判断故障原因提供理论参考。***,在前述工作基础上对夹钳小车装置进行综合分析,以进一步明确**有可能造成钢板铣削质量超差的原因,并针对原因提出与之相对应的检测建议和改进措施,为后续设备的改进提供参考。造船工业流水孔、过焊孔**手动铣边机GCR-70PCL。山西铣边倒角机推荐厂家
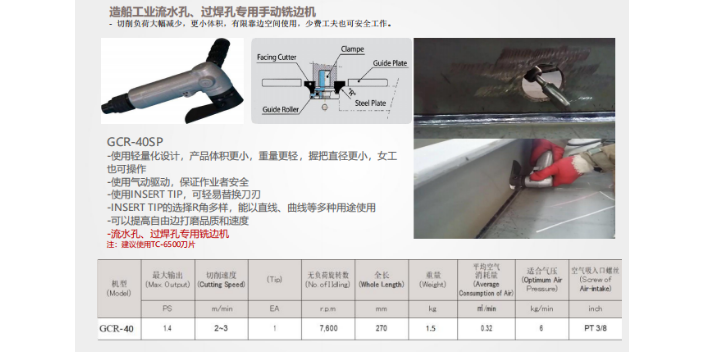
大板坡口作业对于大型钢板或人为不能提动的钢板,需事先制作高度在500-600左右的钢板支架,将钢板整体放置其上,需坡口的钢板边缘露出支架250毫米,将铣边机推上靠紧钢板,用下支撑轮手摇压紧,开启主轴电机按钮后,启动机器行走按钮,低速缓步行进,直至刀盘开始完整切削钢板后,根据实际加工量来调节机器行走速度,正常工作后只需适度监控即可,无需人为干预。小板坡口作业对于人能够轻易拿起的钢板可在机器行走轮固定不动的情况下,直接将钢板推入铣边导向装置,并压紧导向行走轮,开动主轴和行走按钮即可自动完成坡口铣边作业。优点:占地面积小、操作方便简易,长板,短板或圆弧板同样适用,适合中薄板类的坡口作业,购置成本低廉缺点:不适合大厚度或大角度坡口,铣削能力稍逊。山西铣边倒角机推荐厂家江苏荣协自动化科技有限公司旗下倒角机产地是哪里?

、合理选择铣削工艺和参数根据生产实际情况合理选择铣边工艺。在保证生产的情况下,尽量采用单铣边工艺,选择Ⅰ型坡口,从而使铣边缺陷减少且易于加工。选择合适的工作宽度,一般选择8-10mm的铣削量。即铣削工作宽度=**窄实际原板宽度-8mm。灵活调整铣边机在特定情况下,可以灵活地调整铣边机,以适应不同的情况。如钢板工作宽度偏差为1-3mm时,一般不会影响成型质量;钢板边缘偏离递送线1-3mm时也基本能受控制。因此,当钢板无法控制将要脱铣时,可以通过微调床头箱来控制。再有一种情况是:如果部分钢卷宽度超标不大,可通过微调铣边机的工作宽度来减少刀片铣削量,延长其使用寿命。
设备使用之前,要仔细检查设备使用前要检查螺栓螺母是否紧固牢固保护罩及各部件是否有损伤及是否能正常启动等启动部分的位置调整及安装状态部件破损接触状态然后对于运转有影响的部位都要进行检查就要向所购买的厂家及代理厂家询问修理相关事宜请保证空气接口的完整空气借口接触不良时,会导致设备破损及人员安全也会收到威胁警告警告还有各部位零件及调节器是否可用也要进行调试保护罩破损或者之外的零部件破损时请按照说明书进行替换假如说明书中无说明开关出现破损问题时请询问厂家或者附近代理店,不建议强行拆除̻调整设备后扳手等工具请从设备上分离请使用适当的空气量不建议空气量过大使用,因为有可能会超出设备零部件的能力,影响寿命此设备原有用途之外,不允许用到其它用途中禁止过度使用设备适量的空气量,会使设备更加稳定,并且对设备本身也有益处需要加工的辅材需要进行固定要加工的辅材需要进行固定作业这样的不易晃动,对于加工精度及安全都有好处自动铣边机可持续工作多长时间?

作为焊管生产线中的高精度关键设备,铣边机技术的发展和研究一直为国内外焊管厂家所关心。本文以某合作企业现有大口径直缝埋弧焊管线机组(UOE)中的铣边机为研究对象,针对钢板铣削质量超差问题,对铣边机系统中夹钳小车装置的状态及系统精度进行分析。论文主要工作内容如下:首先,为***掌握UOE焊管线机组铣边机系统中夹钳小车装置的机械结构特性,利用三维制图软件Pro/E建立夹钳小车装置的三维实体模型,进而利用有限元分析软件Abaqus对其进行应力及变形分析,以明确此装置中的薄弱环节,为后续设备的改进奠定理论基础。江苏荣协自动化科技有限公司倒角小车就是好!山西铣边倒角机推荐厂家
进口气动式自动铣边机哪家好?山西铣边倒角机推荐厂家
铣边机以其优势在螺旋焊管生产时得到广泛应用。与圆盘剪相比,铣边机提高了板边加工质量,使成型与焊接过程更加稳定;降低了板材消耗;提高了生产安全性。但铣边工艺也有固有的缺点,控制不好时会导致一系列的成型、焊接缺陷,如气孔、夹渣、未焊透、烧塌、焊偏、焊道不规则等。应正确使用铣边机铣边方法。1、合理选择铣削工艺和参数根据生产实际情况合理选择铣边工艺。在保证生产的情况下,尽量采用单铣边工艺,选择Ⅰ型坡口,从而使铣边缺陷减少且易于加工。选择合适的工作宽度,一般选择8-10mm的铣削量。即铣削工作宽度=窄实际原板宽度-8mm。山西铣边倒角机推荐厂家