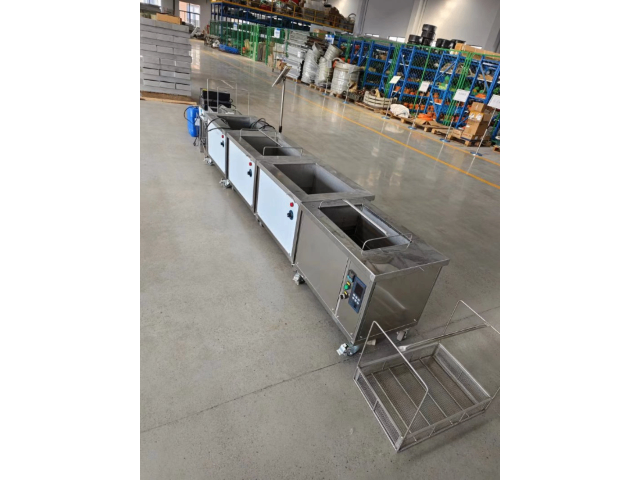
浸泡式酸洗钝化设备结构特点:这种设备通常由一个或多个浸泡槽组成,槽体材质一般选用耐酸腐蚀的材料,如聚丙烯(PP)、聚四氟乙烯(PTFE)或不锈钢等。槽内配备有加热装置、搅拌装置和循环过滤系统,以确保酸洗钝化液在工作过程中保持均匀的温度、浓度和流动性。工作原理:将待处理的金属工件完全浸没在酸洗钝化液中,通过一定时间的浸泡,使酸洗液与金属表面的杂质充分反应,然后取出工件进行清洗、干燥等后续处理。浸泡式设备适用于形状规则、尺寸较小的金属零件,能够保证酸洗钝化效果的一致性和均匀性。酸洗过程涉及使用酸性溶液去除金属表面的锈蚀。湖南管件酸洗钝化设备大概价格多少

设备结构组成:电解式酸洗钝化设备主要由电解槽、电源装置、电极系统、温控系统和循环过滤系统等部分构成。电解槽作为重心部件,采用耐腐蚀的材料制成,用于盛放酸液或钝化液以及放置工件和电极。电源装置为电解过程提供直流电源,可根据不同的工艺要求调节电压和电流强度。电极系统包括阳极和阴极,阳极通常采用不溶性电极,如铅锑合金电极、钛涂钌电极等,阴极则根据工件的材质和处理要求选择合适的金属材料。温控系统用于监测和控制电解槽内溶液的温度,通过加热或冷却装置使溶液温度保持在设定的范围内。循环过滤系统通过泵将电解槽内的溶液抽出,经过过滤器去除溶液中的杂质和金属离子,然后再将过滤后的溶液送回电解槽,以保证溶液的纯度和稳定性,提高酸洗钝化效果。赣州磷化酸洗钝化设备生产企业高效的清洗和回收系统降低了水消耗。

循环系统的设计与优势:循环系统是保证酸洗钝化设备高效运行的重要组成部分。它不仅能够实现溶液的搅拌混合,还能对溶液进行过滤、加热或冷却等处理,确保溶液在整个系统中保持良好的性能和稳定性。循环系统的设计需要考虑溶液的流量、扬程、管道布局和材质等因素。溶液流量应根据槽体大小、工件处理量和工艺要求进行合理选择,确保能够满足酸洗钝化过程中对溶液循环的需求。扬程则要保证溶液能够克服管道阻力、高度差等,顺利在系统中循环流动。
工作流程与特点:在进行电解酸洗钝化时,将金属工件作为阴极或阳极(根据工艺要求而定)放入电解槽中,接通电源后,在电场的作用下,酸液或钝化液中的离子发生定向移动,在工件表面发生一系列的电化学反应。例如在电解酸洗过程中,当工件作为阴极时,溶液中的氢离子(H⁺)在工件表面获得电子生成氢气(2H⁺ + 2e⁻ = H₂↑),产生的氢气气泡能够机械地剥离金属表面的氧化物和杂质,同时酸液中的酸根离子与金属离子发生化学反应,进一步溶解杂质,从而达到酸洗的目的。在电解钝化过程中,通过控制合适的电压、电流和时间,使金属表面形成一层均匀、致密的钝化膜。磷化酸洗钝化设备为金属加工行业提供了可靠的表面处理解决方案。
酸洗时间与温度:酸洗时间和温度是影响酸洗效果的两个关键参数,它们相互关联且需要根据金属材质、表面状况和酸液浓度等因素进行合理调整。一般来说,对于普通碳钢材料,在中等浓度的盐酸溶液(如 10% - 15%)中,常温下(20 - 25℃)酸洗时间大约为 15 - 30 分钟;若将温度提高到 40 - 50℃,酸洗时间可缩短至 5 - 15 分钟。但对于一些特殊合金材料,如不锈钢,由于其表面氧化膜较为致密,酸洗难度较大,可能需要采用更高浓度的酸液(如 20% - 30% 的硝酸和氢氟酸混合酸液),并且在适当提高温度(如 50 - 60℃)的情况下,酸洗时间也可能需要延长至 30 - 60 分钟,以确保能够彻底去除表面的氧化皮和杂质,同时又不会对金属基体造成过度腐蚀。在实际操作中,需要通过试验和经验积累,确定不同金属材料在特定酸液条件下的比较好酸洗时间和温度组合,以达到理想的酸洗效果。这种设备能够延长金属制品的使用寿命。山东全自动酸洗钝化设备厂家
设备通常配备紧急停止装置和泄漏检测系统。湖南管件酸洗钝化设备大概价格多少
搅拌方式:搅拌系统的作用是使酸洗钝化液在槽体内充分混合均匀,保证工件表面与酸洗钝化液充分接触,提高反应效率。常见的搅拌方式有机械搅拌、气流搅拌和循环搅拌等。机械搅拌是通过电机带动搅拌桨叶在酸洗钝化液中旋转,使液体产生强烈的对流和剪切作用,从而实现搅拌均匀的目的;气流搅拌是向槽体底部通入压缩空气或其他惰性气体,使气体在液体中形成气泡并上升,带动酸洗钝化液产生对流;循环搅拌则是通过泵将酸洗钝化液从槽体的一侧抽出,经过管道输送到另一侧再喷入槽内,形成循环流动。搅拌速度控制:搅拌速度对酸洗钝化效果有着重要影响。一般来说,搅拌速度过快会导致液体飞溅、产生泡沫等问题,影响操作安全和酸洗钝化液的效果;搅拌速度过慢则无法保证液体的均匀混合。因此,搅拌系统应根据酸洗钝化液的性质、工件的大小和形状等因素合理选择搅拌速度,并通过变频器或其他调速装置进行调节,使搅拌速度保持在合适的范围内。湖南管件酸洗钝化设备大概价格多少







