
- 品牌
- 川井
- 型号
- EC2128
- 品种代码
- EC2128
- 溶解性
- 水溶性,油性
- 类别
- 微乳化切削液,半合成切削液,全合成切削液,不锈钢切削液,铝合金切削液,镁合金切削液,乳化切削液,合成切削液,铸铁切削液
- 性能
- 防锈切削液,润滑切削液,冷却切削液,清洗切削液,环保切削液
- 适用材料
- 铁、碳钢、合金钢、不锈钢、铜、铝
- 产地
- 东莞
- 厂家
- 亿尔佳防锈材料有限公司
乳化液把油的润滑性和防锈性与水的极好冷却性结合起来,同时具备较好的润滑冷却性,因而对于大量热生成的高速低压力的金属切削加工很有效。与油基切削液相比,乳化液的优点在于较大的散热性,清洗性,用水稀释使用而带来的经济性以及有利于操作者的卫生和安全而使他们乐于使用。实际上除特别难加工的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工,乳化液还可用于除螺纹磨削、槽沟麻削等复杂磨削外的所有磨削加工,乳化液的缺点是空易使细菌、霉菌繁殖,使乳化液中的有效成分产生化学分解而发臭、变质,所以一般都应加入毒性小的有机杀菌剂。川井微乳切削液,不过敏。安徽碳钢切削液电话
切削液
在齿轮加工中,剃齿和插齿因加工时刀齿断续摩擦并有冲击力,所以刀具容易磨损,尤其是在给量大和高速切削时,刀具的磨损就更严重,所以要求切削液具有良好的光滑抗磨功能,极压机器油就有良好的维护功能。切削油的粘度系数滚齿加工要求高的外表质量,爲了避免粘刀(发生积屑瘤),可采用含活性极压添加剂的切削油,依据齿轮的大小,针对滚齿加工发生粗大的切屑状况,爲了使切屑容易冲掉,可采用不同黏度的切削油,使切屑别离迟滞,常选择低油雾切削油。山东铜铝切削液销售厂川井研磨液适用于无心研磨对碳钢等黑色金属的研磨加工。
金属切削液的浓度有什么影响?切削液浓度过低的危害:切削液的浓度过低,容易导致一系列不良后果:金属生锈或者金属腐蚀,刀具磨损加剧,影响金属加工的质量,切削液滋生细菌,发臭,切削液的使用寿命缩短等问题。切削液浓度过高的危害:如果切削液的浓度过高,不但浪费浓缩液,而且也会造成一些不良后果,包括泡沫增加(影响润滑和冷却效果)、切削液的冷却性和清洗能力降低(可能造成切削中冒烟),切削液里的杂质含量增加、引起操作人员皮肤过敏、刺激上呼吸道和眼睛、引起非铁金属腐蚀、斑点等问题。
1.铜的切削特点(1)纯铜强度较低、硬度低,不能热处理强化,只能通过冷加工变形强化,但因塑性大,铜切削加工性与纯铝同样不好,变形强化倾向大,易粘刀,很难切出光洁的已加工表面。一般选用润滑性能较好的切削液。(2)黄铜的强度、硬度高于紫铜,但有一定的脆性,易产生崩碎切屑,切削加工性较好,一般可选用非活性的减磨乳化切削液和微乳化切削液,用高速钢刀具精加工时可选用非活性的极压切削液。(3)青铜尤其是铍青铜的强度、硬度更大,可以选用普通乳化切削液和微乳化切削液。(4)选择铜及铜合金的切削液时,必须注意的问题是切削液对铜的腐蚀性。油性切削液中的油脂或酯类物质有可能引起零件变色;使用水性切削液时须选择抗硬水能力强的,而且PH值不能太高。不能使用含有活性硫添加剂的切削液,同时在切削液中需要添加铜合金缓蚀剂。切削时产生的细屑要即时清理,要使用过滤器,否则铜屑易与切削液中的某些成分发生化学反应而使切削液变质。全合成切削液的使用方法。
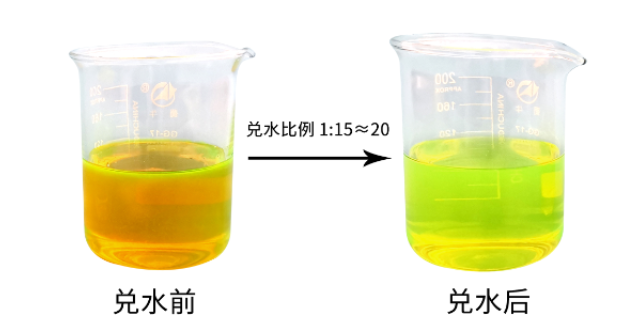
切削液(cutting fluid, coolant)是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种功能助剂经科学复合配合而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。克服了传统皂基乳化液夏天易臭、冬天难稀释、防锈效果差的的毛病,对车床漆也无不良影响,适用于黑色金属的切削及磨加工,属当前很好的磨削产品。 切削液各项指标均优于皂化油,它具有良好的冷却、清洗、防锈等特点,并且具备无毒、无味、对人体无侵蚀、对设备不腐蚀、对环境不污染等特点。切削液的主要成份和使用注意事项?湖南铁材切削液厂家报价
川井多功能切削液厂家供应。安徽碳钢切削液电话
化学合成切削液的优点在于经济、散热快、清洗性强和极好的工件可见性,易于控制加工尺寸,其稳定性和抗变质能力比乳化液强。润滑性欠佳,这将引起机床活动部件的粘着和磨损,而且,化学合成留下的粘稠状残留物会影响机器零件的运动,还会使这些零件的重叠面产生锈蚀。当刀具的耐用度对切削的经济性占有较大比重时(如刀具价格昂贵,刃磨刀具困难,装卸辅助时间长等);机床精密度高,不允许有水混入(以免造成腐蚀)的场合;机床的润滑系统和冷却系统容易串通的场合以及不具备废液处理设备和条件的场合。均应考虑选用油基切削液。安徽碳钢切削液电话

- 浙江镀锌片切削液需求 2024-08-12
- 陕西铁切削液价格 2024-08-08
- 江苏模具钢切削液按要求定制 2024-08-07
- 广东铁材切削液推荐厂家 2024-08-06
- 江西镀锌板切削液生产 2024-08-05
- 天津微乳切削液生产 2024-08-04
- 湖北铝切削液技术指导 2024-08-03
- 山西切削液售价 2024-08-02




