- 品牌
- 川井
- 型号
- EC2128
- 品种代码
- EC2128
- 溶解性
- 水溶性,油性
- 类别
- 微乳化切削液,半合成切削液,全合成切削液,不锈钢切削液,铝合金切削液,镁合金切削液,乳化切削液,合成切削液,铸铁切削液
- 性能
- 防锈切削液,润滑切削液,冷却切削液,清洗切削液,环保切削液
- 适用材料
- 铁、碳钢、合金钢、不锈钢、铜、铝
- 产地
- 东莞
- 厂家
- 亿尔佳防锈材料有限公司
高速钢采用水其切削液,这种材料是以铬、镍、钨、钼、钒(有的还含有铝)为基础的高级合金钢,它们的耐热性明显地比工具钢高,允许的最高温度可达600℃。与其他耐高温的金属和陶瓷材料相比,高速钢有一系列优点,特别是它有较高的坚韧,适合于几何形状复杂的工件和连续的切削加工,而且高速钢具有良好的可加工性和价格上容易被接受。使用高速钢刀具进行低速和中速切削时,建议采用油基切削液或乳化液。在高速切削时,由于发热量大,以采用水基切削液为宜。若使用油基切削液会产生较多油雾,污染环境,而且容易造成工件烧伤,加工质量下降,刀具磨损增大。适合铝材切削攻丝的切削液。半合成切削液技术指导
切削液
水溶性切削液一般是用于机械加工过程中的切削,攻牙,滚齿,切齿,钻孔,铣削,车削,锯,研磨等产品的加工切削。切削液的选择必须要有很低的粘度,使它们有良好的渗透性及滋润性。一些容易加工的金属,如铁及易削钢的材料,一般使用水溶性乳化切削液。水溶性切削液的主要目的是降低工件的温度,维持磨轮清洁,延长刀具使用寿命,在加工时减少磨屑及金属屑; 同时在研磨前后防止工件生锈、腐蚀。根据不同材质的产品选择适用的水溶性乳化切削液。黑色金属切削液卖价适合有色金属加工的切削液有哪些?
切削液中常用的防锈剂种类1.铜离子防锈剂:铜离子防锈剂受到氧化铜表面保护,能够防止切削液被氧化和污染,提高切削液的使用寿命。但是,铜离子防锈剂需要使用高pH值的切削液才能发挥的作用。2.有机酸防锈剂:有机酸防锈剂能够吸附金属表面,形成一层较为坚硬的保护层,有利于延长切削液的使用寿命。但是,有机酸防锈剂易受温度、pH值、金属类型等因素的影响,其防护效果有一定的局限性。3.界面活性剂防锈剂:界面活性剂防锈剂能够吸附到金属表面上,形成一层厚度较薄且有规则的防护层,能够抵抗切削液中的氧化物和有害物质的侵蚀。同时,界面活性剂防锈剂能够有效地降低切削液的表面张力,提高切削液对工件的润滑和冷却效果。4.有机硅防锈剂:有机硅防锈剂具有优异的耐高温性和耐磨性,是目前切削液中使用的防锈剂类型之一。有机硅防锈剂能够与金属表面产生化学反应,形成一层坚韧的保护层,能够有效地阻止切削液在金属表面上滑动,提高切削液的吸附能力和稳定性。
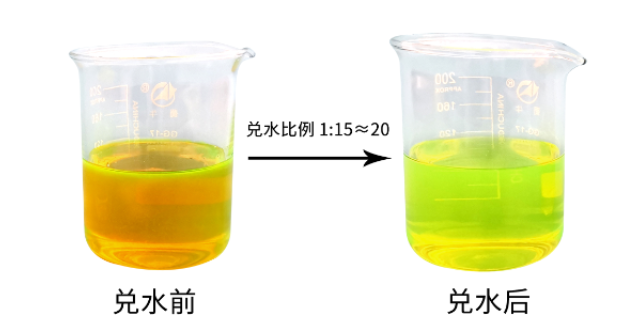
使用时兑水比例為:車削、鋸、銑、磨、切削1:8为正常标准兑水比例日常使用维护建议:日常工作机台浓度维持在4-5之间,不能低于3,浓度太低会引起发臭变质,同时切削液防锈性、防氧化性能会降低,所以需及时添加新油。不可高于8,若浓度太高切削液泡沫会消得很慢,同时极个别员工可能引起手痒及皮肤过敏等现象。特别提示:该油在钻孔及攻牙工艺上的润滑性要弱,其建议兑水比例为:5--10倍.根据实际要求调整加工润滑性!(2):杂物:浮油、垃圾、食物等,及时清理浮油,否则会缩短切削液使用寿命。(3):关于泡沫:如若个别机台出现少量泡沫(未溢出),请及时清理水槽滤网上的铝渣,以免铝屑越积越厚,影响消泡速度。防锈乳化切削液比普通切削液具有更好的润滑性和防锈性。
CNC切削液切削液优点一.优良的防锈性能(防锈时间三个月以上)二.溶液碧绿透明,具有良好的可见性,特别适合数控机床,加工中心等现代加工设备上使用。三.环保配方:不含氯、三嗪、二级胺、芳香烃、亚硝酸钠等对人体有害成份,对皮肤无刺激性,对操作者友好。四.切削液变质发臭控制:精选进口添加剂,防腐性极强,在系统或单机油槽中都有很长的寿命(一年以上不发臭变质)五.低泡沫:出色的抗泡性,可用于高压系统及要求高空气释放性的操作条件,软硬水适用。六.润滑性:配方中含有独特的表面活性剂,乳化剂。润滑性能远高于同类产品,明显降低刀具成本,提高表面加工精度,可替代切削油使用,为操作者创造良好的环境。七.沉屑性:排油性配方具有良好的沉屑性,提供切削屑及切削细分的快速沉降,维持系统清洁及容易清洗排除污染物,浮油很快在切削液的液面上完全分离。八.冷却性和冲洗性:良好的冷却性和清洗性,保持机床和工件的清洁,减少粘性物残留。九.高浓缩型:用水稀释20-30倍,可正常使用。十.低价性:切削液从进料,生产,物流,都进行精细的成本控制,尽量把利润空间留给客户。 切削液的废水处理方法。难加工金属切削液厂家报价
川井通用型金属加工油,易乳化、润滑性冷却性好。半合成切削液技术指导
切削液在维护管理中存在的问题隐患:1换槽时油槽未清理干净,或未进行杀菌处理,容易导致切削液迅速变质发臭等问题。2切削液浓度管控不稳定,每天不及时补充添加稀释液。浓度过低,容易导致润滑性能达不到要求,刀具磨损加大,防锈性能及铝保护性能下降,切削液变质等问题。3不同品牌、种类切削液混用易导致切削液起泡,润滑性能下降,切削液变质等问题。4不同品牌、种类切削液混用易导致切削液起泡,润滑性能下降,切削液变质等问题。5机床漏油导致油槽表面漂浮大量浮油,影响切削液的清洗性能,并导致切削液的变质发臭。6切屑不及时处理导致切削液起泡,并导致切削液的变质发臭。半合成切削液技术指导

- 浙江镀锌片切削液需求 2024-08-12
- 陕西铁切削液价格 2024-08-08
- 江苏模具钢切削液按要求定制 2024-08-07
- 广东铁材切削液推荐厂家 2024-08-06
- 江西镀锌板切削液生产 2024-08-05
- 天津微乳切削液生产 2024-08-04
- 湖北铝切削液技术指导 2024-08-03
- 山西切削液售价 2024-08-02