数控旋风铣的坐标系1:铣床相对运动的规定,在机床上,始终认为工件静止,而刀具是运动的。这样编程人员在不考虑机床上工件与刀具具体运动的情况下,就可以依据零件图样,确定机床的加工过程。2:机床坐标系的规定,标准机床坐标系中X、Y、Z坐标轴的相互关系用右手笛卡尔直角坐标系决定。在数控机床上,机床的动作是由数控装置来控制的,为了确定数控机床上的成形运动和辅助运动,必须先确定机床上运动的位移和运动的方向,这就需要通过坐标系来实现,这个坐标系被称之为机床坐标系。3:Z坐标,Z坐标的运动方向是由传递切削动力的主轴所决定的,即平行于主轴轴线的坐标轴即为Z坐标,Z坐标的正向为刀具离开工件的方向。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。该设备具有自动换刀功能,可以实现多种刀具的快速切换,提高生产效率。购买数控旋风铣简介
数控旋风铣特点:依加工材料选刀①钢料软钢:如45°钢,50°钢进口钢,这些材料比较容易加工,国产的高速钢刀具(如ATA刀)即可加工,也可采用进口的YG、SKT、LBK等刀具加工硬钢:如P20、738等,这些钢料采用国产的高速钢(如ATA);较难加工,可采用进口的YG、SKT、LBK等刀具加工,也可采用合金刀加工。特硬钢:如S136、718、油钢、五金合金钢等,这些材料非常硬,采用国产的高速钢刀(如ATA刀)已无法加工,这时可采用合金刀具加工。②铜铝这些材料比较软,一般采用各种刀具均可以加工,但要考虑软性材料的韧性大,因此刀具要利,主轴转速快。③淬过火,烧焊过的模料,应采用合金刀具加工。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。购买数控旋风铣简介xsk-80 1.5米数控旋风铣机床介绍。

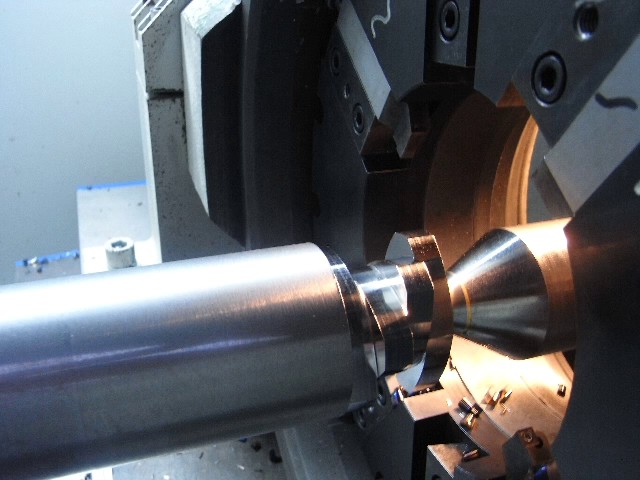
数控旋风铣的特点其实有很多,其中就是采用CNC的旋风硬铣工艺可快速加工出大螺旋升角滚珠螺母,是批量生产大导程滚珠丝杠副和精密高速滚珠丝杠副的重要装备。旋风铣头为高速旋转刀盘上安装硬质合金成型刀,完成径向旋转铣削成型的特定工艺。铣头銑削速度高可达400m/min,加工效率高。可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra1.6μm。车床主轴运动精度高、动态稳定性好,是一种先进的螺纹加工机床。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。
数控锯铣机在异形板和实木加工方面取得了巨大的进步。随着发展,它变得越来越省力、省时、省力。操作时,在模板制作完成后划线,以节省时间,降低熟练工人的劳动强度,减少对熟练工人的依赖。切割工件的一致性高,面板加工更方便省力。随着科学技术的飞速发展,许多年轻人不愿从事简单的劳动密集型工作,这就要求许多企业淘汰落后的设备,增加更多省力的木工机械。近年来的趋势尤其明显,这要求我们的机械制造商跟上步伐,生产更好的设备。华洲数控作为国内代数控锯铣机的生产厂家,拥有雄厚的技术积累,在数控锯铣机生产设计方面有着无可比拟的经验优势,我们生产的数控锯铣机销售到了大江南北,甚至远销海外,为国内外众多客户的生产提供了助力,并且在与客户的沟通的过程中认真接受客户反馈和意见,不断对机器的构造、功能、细节等方面进行改进,时至,在这种机器的生产方面技术已经日臻成熟。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。数控旋风铣可以实现多轴联动加工,提高加工效率和精度。

在车床上作非车削加工,是在设备缺少等因素下不得已而为之的做法,然而在这个过程中,聪慧的劳动人民发现,改造后的机床,可以完成很多高效高质的加工。在车床上进行铣削加工中,旋风铣螺纹就是其中之一。我们就来了解一下旋风铣。什么是旋风铣因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名。旋风铣螺纹是旋风铣头来加工螺纹,只需一次切削就能完成螺纹的加工方法。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。数控旋风铣的加工过程中,废料产生少,节约了原材料和成本。镇江数控旋风铣规格
关于数控铣床刀具基本的你都了解吗?购买数控旋风铣简介
数控旋风铣知识点:螺纹车削加工需要考虑的一些关键因素:在螺纹车削前检查工件直径是否有正确的加工余量,增加0.14mm作为牙顶余量。在机床中精确定位刀具。检查切削刃相对于中径的设置。确保使用正确的刀片槽型(A、F或C)。通过选择合适的刀垫确保有充足且均匀的间隙(刀片-刀垫刃倾角),以获得正确的牙侧间隙。如果螺纹不合格,则检查包括机床在内的整个装夹。检查螺纹车削可用的数控程序优化进刀方法、走刀次数和尺寸。确保正确的切削速度以满足应用要求。如果工件螺纹的螺距错误,则检查机床螺距是否正确。在切入工件之前,建议刀具应以3倍螺距的小距离开始。高精度冷却液能够延长刀具寿命并改善切屑控制。快换系统可确保简单快速的装夹。为了实现比较好生产率和刀具寿命,优先为多牙型刀片,第二选择为全牙型单刃刀片,第三选择为V牙型刀片。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。购买数控旋风铣简介