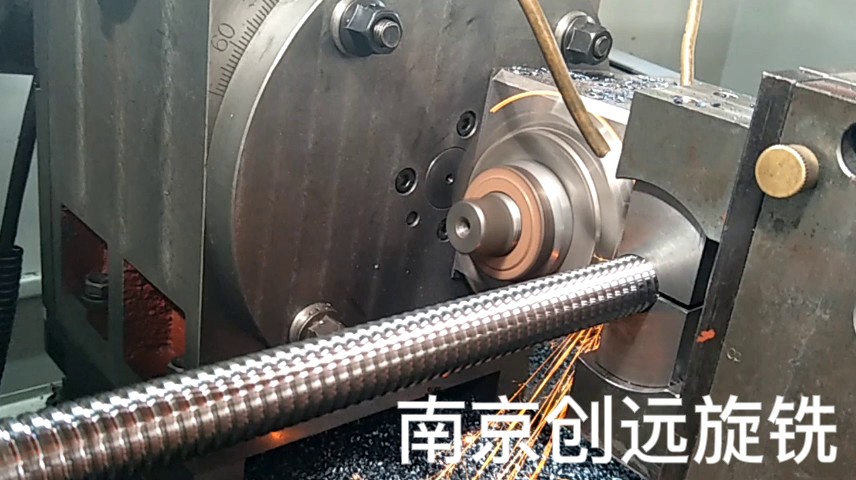
液压凿岩机的钎尾、钻杆和钎头地应用了波形螺纹连接,其优点是在使用相同材料的情况下具有较高的抗冲击疲劳强度,并且拆卸快、刚性好。在钻凿过程中螺纹受到高频率的脉动冲击载荷,同时还要传递很大的扭矩,这就对波形螺纹质量提出了高的要求。双波螺纹牙型特殊,螺距较大,加工起来困难很大。传统的加工方法是仿形法,这种方法切削抗力较大且当长径比较大时会导致工件刚性不足,工艺系统容易出现严重振动,制约了产品的质量和生产效率;近一个多月,我司在双波螺纹杆旋铣加工上有了的新突破,利用数控旋风铣采用尖刀偏心旋风铣削法加工波形螺纹,此方法提高了螺纹的质量和生产效率!螺杆旋风铣的刀具更换方便快捷,能够减少生产停机时间。浦口区丝杆螺杆旋风铣案例
螺纹磨削主要用于在螺纹磨床上加工淬硬工件的精密螺纹。按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级﹐表面粗糙度为R1.25~0.08微米﹐砂轮修整较方便。这种方法适于磨削精密丝杠﹑螺纹量规﹑蜗杆﹑小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度﹐砂轮纵向移动一次或数次行程即可把螺纹磨到尺寸。切入磨法的砂轮宽度大于被磨螺纹长度﹐砂轮径向切入工件表面﹐工件约转1.25转就可磨好﹐生产率较高﹐但精度稍低﹐砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案;公司拥有多名旋风铣削行业从业近20年丰富经验的的高级工程师、高级技工团队,凭借多年的旋风铣削技术应用经验,以及3000多家客户经验积累,本着“创新驱动,诚信致远”的经营理念,不断引入新技术并推广到市场,视创新为企业生命力,致力打造国内先进的旋风铣削装备制造企业。鼓楼区地脚螺栓螺杆旋风铣创新服务三头送料螺杆数控旋风铣专机设备,加工效率高,详情解说欢迎电话咨询。

螺纹加工神器“旋风铣”,旋风铣是通过安装在高速旋转刀盘上的硬质合金成型刀具,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,和传统的车削效率高几倍甚至十几倍,加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。
旋风铣是与精密车床配套的高速铣削螺纹装置。用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却,加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。一,旋风铣的切削形式分为:1,内切式2,外切式二,旋风铣可以加工零件种类:1、接骨螺钉、脊椎螺钉2、螺纹3、丝杠4、蜗杆5、螺杆类零件。它具有高效的冷却系统,能够降低切削温度,提高刀具寿命。

旋风铣削加工螺纹的关键技术1、刀头应保证高精度和稳定旋转。2、刀头架的运行导轨应与工件轴线有较高的平行度。3、刀盘偏转角的调整必须4、刀具头应具有较高的成形精度和抗冲击性。5、工件的卡盘轴应具有较高的精度。6、加工系统应具有高动态刚度。7、多个刀头的位置应准确,并保证适当的进给量。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案;公司拥有多名旋风铣削行业从业近20年丰富经验的的高级工程师、高级技工团队,凭借多年的旋风铣削技术应用经验,以及3000多家客户经验积累,本着“创新驱动,诚信致远”的经营理念,不断引入新技术并推广到市场,视创新为企业生命力,致力打造国内先进的旋风铣削装备制造企业。螺杆旋风铣的切削模式多样,能够满足不同形状和尺寸的工件加工需求。六合区包装机螺杆旋风铣工艺
它具有较高的切削效率,能够提高加工速度和产能。浦口区丝杆螺杆旋风铣案例
设置旋风铣加工螺纹的切削深度需要考虑以下因素:刀具强度:确保切削深度在刀具的承受范围内,避免过度磨损或损坏。螺纹尺寸:根据螺纹的规格和要求,确定合适的切削深度。工件材料:硬度较高的材料可能需要较小的切削深度。机床性能:考虑机床的刚性和功率,以确保能够承受切削深度。加工精度:为了满足精度要求,可能需要适当调整切削深度。经验参考:借鉴类似加工条件下的经验,设置合理的切削深度。具体设置步骤如下:根据工件和刀具的特点,初步确定一个切削深度。进行试加工,观察加工效果和刀具磨损情况。根据试加工结果,适当调整切削深度。重复试加工和调整,直到获得满意的加工效果。在加工过程中,持续监测刀具磨损和加工质量,必要时再次调整切削深度。浦口区丝杆螺杆旋风铣案例