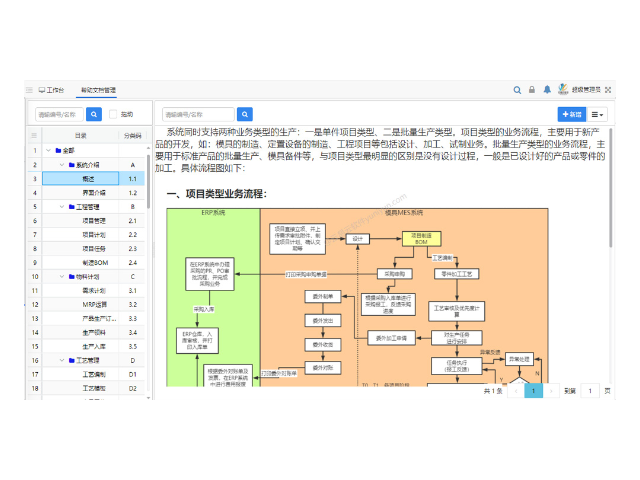
模具生产流程:4、采购材料:采购不只负责制作模具的基本物料,还要根据公司发展需要订购相就加工设备。模具加工:所涉及的工序大致有车、锣(铣)、热处理、磨、电脑锣(CNC)、电火花(EDM)、线切割(WEDM)、座标磨(JIGGRINGING)、激光刻字、抛光等。5、模具装配:根据模具装配图样和技术要求,将模具的零件按照一定工艺顺序进行配合、定位、连接与紧固,使之成为符合制品生产要求的模具。6、模具试模:在产品完成模具制作后、批量生产前所进行的测试注塑步骤。模具制造管理软件是一款专业的模具管理软件。广东江门专业的模具制造管理软件价格
模具制造管理软件内部控制管理。ERP环境下的业务流程具有程序化与实时性的特点,有利于加强企业销售内部控制的事前、事中控制。事前控制主要体现在初始设置的权限控制。ERP环境下的权限控制,实行操作员身份密码控制与操作员授权制度.操作员采用口令或密码按照所授予的权限对系统进行操作,不得超越权限接触系统。通过权限设置,可以对操作员、客户、业务员等业务对象进行权限控制,便于在录入与查询单据时进行相应的控制。在ERP环境下,因销售管理与库存管理集成使用,销售管理可以进行可用量的管理,包括可用量控制、可用量检查与现存量查询。可用量控制是在保存销售订单或发货单时对存货发货的可用量进行控制,如果设置不允许超可用量发货,则系统按“仓库+存货+批号”进行严格控制,在填制发货单、销售发票、销售调拨单等销售单据时,货物的发货或开票数量必须小于等于该货物的可用量,否则单据不可保存。该设置可以根据单据控制发货数量,限制业务人员的权限,降低出货回款的风险。可用量检查在检查时只按存货进行检查提示,不强制控制,但不可超可用量发货。现存量查询主要根据仓库与存货编码、名称等条件进行查询相关存货的现存量。江苏苏州正规模具制造管理软件模具制造管理软件具有哪些强大功能?
如今随着经济的快速发展,社会科技也在发展进步,很多领域也逐渐走向智能化和信息化,模具制造行业也是如此。市场之间的竞争日益激烈,如何系统化管控营运各个环节,事关企业综合盈利。如今模具制造领域同质化竞争加剧,也导致企业管理越加繁杂,为更好的适应市场的发展需求,结合模具制造管理软件实现一体化管控订单、销售、配方、财务等,比如云易云模具制造管理软件,也被很多模具制造企业所采用。不同种类的企业用户有不同的管理需求,从而适配业务模式的管理软件也有所差异。常用模具制造管理软件有哪些?从智能数据分析、服务质量、专业化角度、成功案例、技术储备等方面来说,推荐云易云模具制造管理软件。
模具企业在模具制造过程中的管理难题有哪些?众所周知:在一个工厂中,工模部是一个比较难以管理的部门,工模师傅都属于非常有“性格”的技术人才,工模部的管理人员(经理或者主管),不但要做技术指导,同样又要处理沉重的人事管理及工作安排。所以,我们所见到的大多数工模部经理或主管都是非常“忙”的。为什么他们会如此“忙”呢?那是因为他们每天都在不停地应付老板、业务部、客户所追问的模具进度方面的问题,每天必须花一半以上的时间去监察模具的制造进度。我们不妨综合一下,老板、业务部、客户经常问到问题有哪些呢?其实,我们发现不外乎以下几个:A.模具已经完成了多少百比?B.模具能否按时完成及交货?C.制造过程中有否出现问题?D.出现了问题时如何解决的?模具运作流程与软件的必要性。

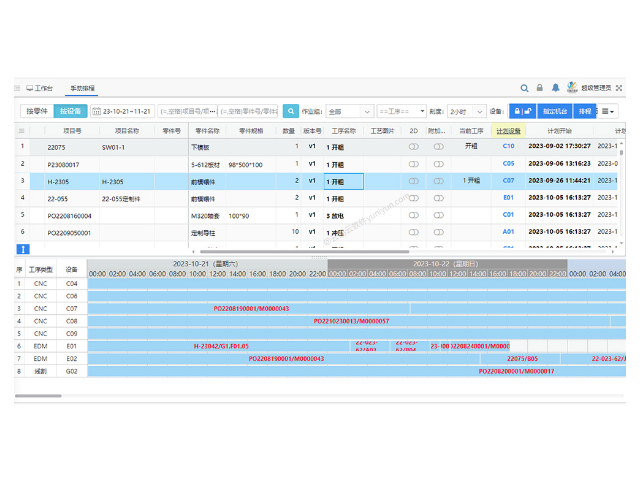
模具管理系统中的排程之工序排程。目的:为了提早知道产能负荷,提早进行委外处理,防止瓶颈工序造成大面积零件等待。工序排程主要用于生管进行统筹的排程,因生管无法确切的综合了解每个车间的机台参数,以及无法了解产品的工艺参数等,所以采用工序排程更为合理与快速。该排程只是在工序或者加工中心的产能基础上进行排程,排程是以每个零件的工艺为基础数据,要求工艺工时尽可能准确,否则排程的偏差就会很大。对于偏差大的当然可采用经验值进行调整参数,对于刚接触排程时,要不断的累积历史经验数据,才能不断的改善出好的排程模式。排程方式可采用表格排程,甘特图排程与自动排程方式。自动排程是利用交期的倒算法,再利用起始时间的正算法,两个时间区间的时差为冗余时间,部件的起始时间以零件的比较大时间作为起始时间,每个工序节点有工艺工时与准备工时。按次自动排程计算会得出每个零件,每个工序的开始与结束时间。然后通过汇总得出每个工序每天的负荷率。对于超过70%负荷的进行委外处理或者调整等待时间等操作,当然也可以调整工序交期等方式。但零件的工序干涉相互影响,只要不会引起其他零件的负荷超标与时间突冲是可以调整。模具制造管理软件可以对企业的数据进行备份和恢复,确保数据的安全性和完整性。江苏苏州正规模具制造管理软件
浙江模具制造管理软件系统有哪些?广东江门专业的模具制造管理软件价格
在模具ERP管理系统中,加工工艺是不可或缺的一部分,加工工艺的实现也需要加工设备进行操作。机加工设备:普通车床、普通铣床、磨床、钳工、CNC车床、CNC铣床、线切割、火花机工艺流程:机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件用来指导生产。零件的机械加工工艺过程由许多工序组合而成,每个工序又可分为若干个安装、工位、工步和走刀。一个工艺过程需要包括哪些工序,是由被加工零件的结构复杂程度、加工精度要求及生产类型所决定的。不同的生产数量,就有不同的加工工艺。工艺知识1)精度小于0.05的孔普铣做不了,需要CNC加工;如果是通孔也可以线切割。2)淬火后的精孔(通孔)需要线切割加工;盲孔需要淬火前粗加工,淬火后精加工。非精孔在淬火前做到位就可(留淬火余量单边0.2)。3)宽度2MM以下的槽需要线切割加工,3-4MM槽深度很深也需要线切割加工。4)淬火件粗加工Z少留余量0.4,非淬火件粗加工留余量0.2。5)镀层厚度一般是0.005—0.008,加工时要按镀前尺寸。广东江门专业的模具制造管理软件价格