双螺杆的混炼工艺是其重要优势所在。两根螺杆在机筒内同步旋转,物料在螺杆的啮合和剪切作用下,迅速被输送、混合、熔融和塑化。同向平行双螺杆的啮合结构使物料在机筒内形成复杂的流场,物料不仅沿着螺杆的轴向移动,还在螺杆的径向和周向产生强烈的混合和剪切作用。在制作合金材料时,不同的树脂在这种混炼作用下能够充分融合,实现分子层面的均匀混合。通过调整螺杆的转速、螺距和组合方式,可以改变物料的混炼程度和停留时间,以适应不同物料的混炼需求。例如,对于一些难以混合的物料,可适当提高螺杆转速,增加剪切力,促进物料的混合;对于热敏性物料,则需降低转速,避免物料因过热而分解。造粒机的螺杆通常采用高强度合金钢制成,以承受工作过程中的压力和摩擦力。江西双螺杆造粒机怎么样

双螺杆生产工艺的起始环节是原料准备与预处理。在准备原料时,需确保其符合工艺要求,无杂质、无污染,这是保证产品质量的基础。对于塑料原料,常见的杂质如金属碎屑、石子等,会在后续加工中损坏设备,影响产品质量,因此需通过筛选工序去除,如使用振动筛进行筛选。同时,原料的湿度、温度也需严格控制在规定范围内,例如对于吸湿性较强的聚酰胺(PA)原料,其水分含量过高会在高温加工时引发水解、气泡等问题,一般需采用热风干燥机在 80 - 120℃下干燥 2 - 4 小时,将水分含量降至 0.1% 以下。此外,按照产品配方要求,准确称取各种原料并进行混合,对于添加了助剂的原料,如制作功能母粒时添加阻燃剂等,混合均匀尤为重要,可通过搅拌设备充分搅拌,确保助剂在基础树脂中均匀分散,为后续生产提供稳定的物料条件。江西进口造粒机功率保持设备的清洁,定期清理料斗、螺杆、机筒等部位的残留物料。

机头成型与切粒工艺是将塑化后的物料转化为成品颗粒的关键步骤,直接决定产品的外观和规格。机头作为关键部件,由合金钢内套和碳素钢外套组成,内装有成型模具。其作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳地导入模套,并赋予塑料必要的成型压力 。塑料在机筒内经过充分塑化压实后,经多孔滤板沿一定流道通过机头脖颈流入机头成型模具。模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在压力作用下,在芯线周围形成连续密实的管状包覆层,实现产品成型。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置分流套筒;为消除塑料挤出时压力波动,也会设置均压环,确保成型质量稳定。物料从机头挤出后,需进行切粒。常见的切粒方式有风冷模面热切和水拉条切粒。风冷模面热切适用于多种塑料物料的造粒,旋转刀片由交流电机驱动,通过变频调速实现对切粒速度的精确控制。在切粒过程中,高速旋转的刀片将条料切成均匀的颗粒,同时利用风冷系统对颗粒进行快速冷却,使颗粒迅速定型,避免粘连。水拉条切粒则适用于填充在 50% 以下的物料,物料挤出后通过水槽冷却,再由切刀切成颗粒,这种方式生产的颗粒形状规整,表面光滑。
单螺杆造粒机具备诸多技术优势。它集密炼、提送、喂料、挤出、风冷热切粒、风送冷却于一体,实现了自动化连续作业,很大提高了生产效率。密炼、喂料及挤出段可根据客户需求选择电加热、蒸汽加热或热油循环加热技术,满足不同材料对温度的要求。混炼机采用 “四棱同步耐磨混炼室” 技术,效率高、耗能低,塑化充分且分散均匀。喂料装置采用独特技术,可对混炼物料进行辅助混炼,并对单螺杆挤出机进行强制喂料,提升造粒效率和品质。双锥螺杆和单螺杆的驱动均采用交流变频技术,能适应各种工艺技术要求 。热油循环加热能够提供均匀的热量,保证物料在整个造粒过程中受热均匀。

工作时,物料先通过自动提升机被送入双锥喂料机,接着锥双将物料强制均匀加入主机螺杆。在螺杆的压缩与剪切以及外加热的共同作用下,物料受到混炼和塑化,温度和压力逐步升高,呈现出粘流状态。随后,物料以一定的压力通过机头、挤出切粒,得到所需形状的粒子。在这个过程中,主机料筒采用电加热、水冷却的方式自动控制机筒温度,螺杆芯部可通水(油)冷却,以此控制螺杆温度。机头还装有测试熔温熔压的压力传感器,用于实时监测机头处物料的状态 。造粒机的自动化程度越来越高,通过 PLC 控制系统实现对设备的远程监控和操作。福建高速造粒机哪家好
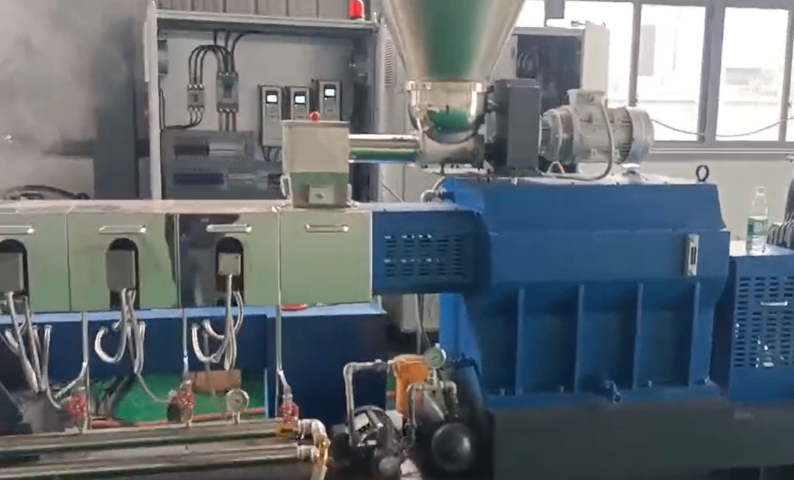
单螺杆造粒机主要由螺杆、机筒、料斗、机头和模具等部件组成。江西双螺杆造粒机怎么样
在矿业及冶金行业,造粒机同样发挥着重要作用。在矿石处理过程中,通过造粒机将矿石粉末制成颗粒,便于后续的运输、储存和冶炼。例如,在铁矿石的选矿过程中,将精矿粉造粒后,可以提高其强度和透气性,有利于高炉炼铁。在有色金属冶炼中,造粒机也可用于处理各种金属废料,实现资源的回收利用。随着全球矿业的发展和资源回收利用意识的提高,对矿业及冶金用造粒机的需求将持续增长。同时,为了满足矿业生产对高效、节能、环保的要求,造粒机在技术上也需要不断创新,如开发新型的造粒工艺和设备,以提高造粒效率和产品质量,降低能耗和环境污染。江西双螺杆造粒机怎么样