线束加工设备能替代人工表示设备实用性、稳定性、效率、耐用性都被认可,但是设备是否真正满足客户机台连接和数据采集要求是新的需求。技术创新的切入点也应该聚焦客户线束加工的工艺流程,由于汽车线束生产有许多具体的方面,在ERP层面制造执行系统的任务是控制和记录汽车线束的生产,传统的通用MES系统也不能胜任管理汽车线束生产高度专业化的任务。因此,汽车线束的生产引入先进的管理技术、软件、AI等将使品质保证更为可靠,不同的线束制造商已经开发了自己的MES系统。以中国线束自动化加工设备企业君权自动化为例,其以生产汽车电线束加工自动化设备、电器连接器自动化设备和研发工业自动化技术为主导,在已有设备的基础上进行自动化的系统升级改造,通过传感器技术的应用、控制系统的规范和升级、通讯接口开放等操作,将设备升级改造为便于客户进行制造执行系统(MES)管理的自动化成套设备。汽车线路常见的故障有:插接件接触不良、导线之间的短路、断路、搭铁等。苏州汽车线束工艺
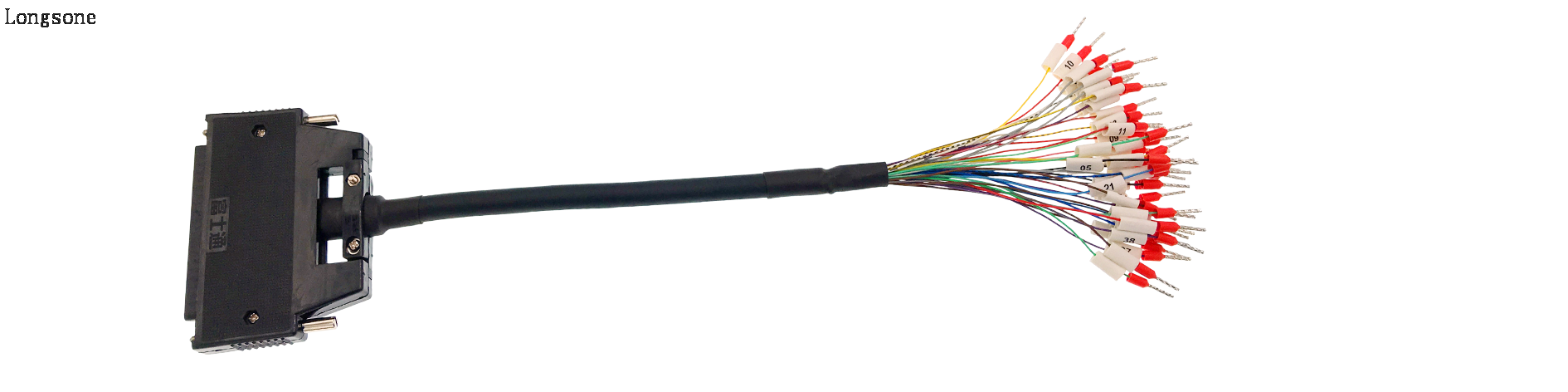
汽车线束生产加工可以分为两个部分,首先是压接端子,包括了全自动压接和半自动压接两种形式。第二部分为装配工序,装配工序又可分为预装工艺和总装工艺。汽车线束装配注意点接插件和护套的选择:一般底盘线束都是采用阻燃和机械性能比较好的波纹护套,而驾驶室线束都是采用耐寒、耐热绝缘塑料胶带包扎。根据汽车线束的工作环境来装配生产。分段生产:为了后续装配和维修便利,汽车线束制造厂一般进行分段制造,通过连接器把多段线束连接在一起,在汽车应用中,线束的分段越少越好,可以避免连接器过多从而产生压降,从而造成接触不良。同时分段生产能及时发现接触不良、绝缘不良及装配错误等不良品。线束接触不良判断:多半原因是出在接插件中。汽车线束组装时不要把线束拉的太紧(尤其是横向布置线束),避免车辆颠簸时线束固定点位置松动,从而导致两个固定点之间距离突然加大造成线束内部接点接触不良、导线参数变化甚至拉断导线。不布置型号和颜色均相同的插接件,避免组装过程中出现误插导致不良品。线束组装后,需要留足够的间隙,保证不被其他部件压倒或绊倒。避免线束绝缘层被夹断、磨损或破裂等引起接地故障。宁波线束设备电线电缆和线束有什么区别呢?

线束加工设备所需功能分为哪些?1、切线:自动裁线剥线机-可随需要设定线径大小、裁线长度、生产数量;全自动剪裁、剥皮、半剥、中间剥皮、扭线特殊功能;可瞬间变换电线规格及尺寸.2、切线、压接:全自动端子机/超静音端子机-自动裁线、剥皮、打端、后端半剥集裁线机与端子机功能于一体,可设定单双头打端或沾锡,扭线等其它功能。3、扭线、脱皮:全自动剥线机扭线机/多功能电脑裁线机-设备可自行设定线材尺寸切断、剥皮、扭线等功能,电脑设定两端剥皮、单端剥皮及半剥,可设定同时裁多条线。4、切管:电脑切管机/微电脑切管机-设备采用微电脑数控装置,设定切带长度,精度准确,操作简单,耗损少。5、绞线机:自动绞线机/自动绞线端子机-设备主件均采用进口元器件,品质稳定,经久耐用,且维护方便,绞线部分将前部分裁好的线进行绞合(两条绞一条),绞合圈数电脑调节参数即可;6、沾锡:全自动沾锡机/自动扭线沾锡机-设备自动上线、电线切断、双端剥皮、双端扭线、双端上锡,亦可加装其它功能。
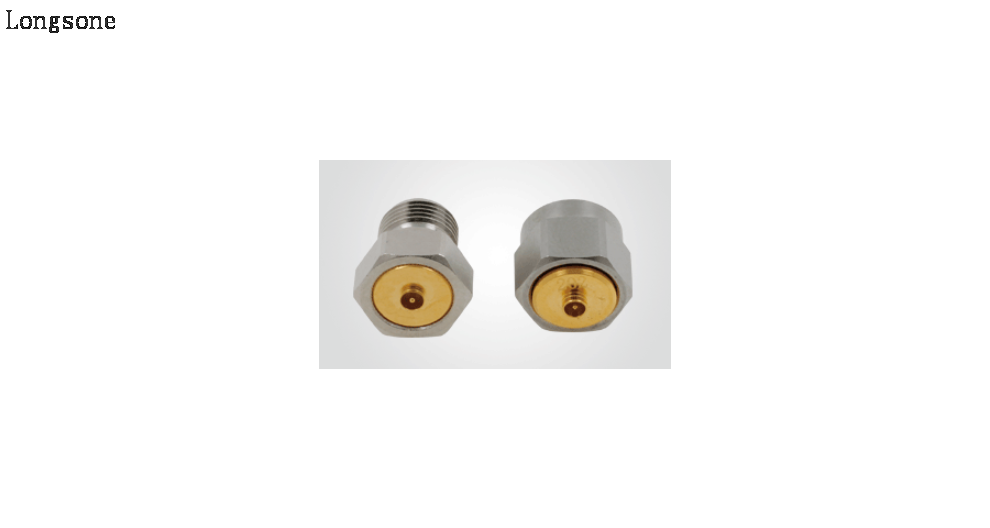
线束分类:在现代汽车上,电子控制系统与线束有着密切关系。有人曾经打了一个形象的比喻:微机相当于人脑,执行元件相当于运动部件,那么线束就是神经和血管了。汽车线束从功能上来分,有运载驱动执行元件(作动器)电力的电力线和传递传感器输入指令的信号线二种。电力线是运送大电流的粗电线,而信号线是不运载电力的细电线(光纤维通信)。在电机、执行元件用的导线截面积为0.85、1.25mm2,而电源电路用导线截面积为2、3、5mm2;而特殊电路(起动机、交流发电机、发动机接地线等)则有8、10、15、20mm2不同规格。电线的选择,除了考虑电气性能外,还要受到车载时物理性能的制约。例如,出租汽车上的频繁开/关的车门和跨越车身之间的电线应该由挠曲性能良好的导线构成。近年来,微弱信号电路使用的电磁屏蔽线也不断增加。随着汽车功能的增加,电子控制技术的普遍应用,汽车上的电路数量与用电量增加,线束也就变得越粗越重,如何使大量线束在有限的汽车空间中如何更有效合理布置,使汽车线束发挥更大的功能,已成为汽车制造业面临的问题。射频连接器与同轴电缆、微带线或其它射频传输线连接。

线束注塑的波纹问题:线束波纹的产生与注射参数、模具和注射材料有关。 一般有蛇流模式、径向模式、波浪模式和荧光模式。蛇流模式当浇口深度远小于型腔入口深度、模具填充率高时,熔体流动呈不稳定射流。先前的喷流已经凝固,流动的熔融物充满型腔,线束表面出现蜿蜒的波纹。解决蛇形流问题有以下措施l改变工艺条件。降低注射速度的方法是逐渐消除射流效应,扩大熔体流动模式。长时间的流动使产品的表面质量更好。另外,如果提高模具温度和熔液温度,喷流效果会降低,熔液的流动会增加。改变模具浇口的尺寸。浇口深度稍小于型腔深度时,射流出口的膨胀作用会使熔体在射流后缘和前缘处流出,射流效果不明显。当浇口深度等于或接近型腔深度时,填充率较低,会形成膨胀流。改变模具的浇口角度。模具浇口与动模的夹角为4~5。这样,当熔融金属从浇口流出时,熔融金属首先被型腔壁遮挡,可以防止蛇形的发生。改变模具浇口的位置。模具的浇口位于离模具型腔壁近的位置(沿与浇口垂直的方向)。熔融金属从浇口流出时,首先会被型腔的壁堵塞。也可以防止喷流的出现,进入延伸的溪流,避免蜿蜒的波纹。新能源汽车的高压线束和我们一般的电线线缆构造是不同的。南通车灯线束检测
如何为线束选择和应用正确的电缆扎带?苏州汽车线束工艺
线束分为全利用度线束、部分利用度线束和链路系统;按服务方式的不同,分为损失制线束和等待制线束(见随机服务系统);按服务的负载源数的不同,分为无限负载源线束和有限负载源线束。电信系统中,直接用于用户间通信的设备,多为无限负载源损失制全利用度链路系统,而用于控制通信设备的接续过程的设备,多为无限负载源等待制全利用度系统。当负载源数相对于线束容量不是很大时,一般要采用有限负载源的全利用度系统或部分利用度系统。根据负载源的呼叫行为,即用户呼叫失败后是否再进行新的呼叫尝试,线束可分为重复呼叫系统和非重复呼叫系统。实际的通信系统都是有重复呼叫的,非重复呼叫系统是重复呼叫系统的近似。1)全利用度线束。线束中的任意一个服务设备(中继线或机键),如果都能被它所服务的负载源组中的任意一个负载源使用,则这样的线束就称为全利用度线束。2)部分利用度线束。如果负载源组中的任何一个负载源只能使用线束中的部分服务设备,这样的线束就称为部分利用度线束。苏州汽车线束工艺
上海隆兴旺电子科技有限公司成立于2009-04-15,同时启动了以上海隆兴旺为主的非标线束,定制线束,测试线束,非标端子线产业布局。上海隆兴旺经营业绩遍布国内诸多地区地区,业务布局涵盖非标线束,定制线束,测试线束,非标端子线等板块。同时,企业针对用户,在非标线束,定制线束,测试线束,非标端子线等几大领域,提供更多、更丰富的机械及行业设备产品,进一步为全国更多单位和企业提供更具针对性的机械及行业设备服务。上海隆兴旺始终保持在机械及行业设备领域优先的前提下,不断优化业务结构。在非标线束,定制线束,测试线束,非标端子线等领域承揽了一大批高精尖项目,积极为更多机械及行业设备企业提供服务。