医疗设备线束的生产加工工艺:
1、医疗设备线束开线工艺:开线工艺的准确性直接关系到整个生产进度,一旦出现错误特别是开线尺寸偏短,会导致所有工位的返工,费时费力影响生产效率。
2、医疗线束的压接工艺:根据图纸要求的端子类型确定压接参数,制作压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。3、医疗设备线束的预装工艺:首先要编制预装工艺操作说明书,为了提高总装效率,复杂的医疗设备线束都要设置预装工位。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量。4、医疗线束的总装工艺:根据产品开发部门设计的装配台板,设计工装设备、物料盒规格尺寸并将所有装配护套和附件的编号贴于物料盒上以提高装配效率。 上海隆兴旺电子科技有限公司是一家专业提供 线束的公司,欢迎新老客户来电!新能源线束厂家

汽车线束装配注意点接插件和护套的选择:一般底盘线束都是采用阻燃和机械性能比较好的波纹护套,而驾驶室线束都是采用耐寒、耐热绝缘塑料胶带包扎。根据汽车线束的工作环境来装配生产。分段生产:为了后续装配和维修便利,汽车线束制造厂一般进行分段制造,通过连接器把多段线束连接在一起,在汽车应用中,线束的分段越少越好,可以避免连接器过多从而产生压降,从而造成接触不良。同时分段生产能及时发现接触不良、绝缘不良及装配错误等不良品。线束接触不良判断:多半原因是出在接插件中。当故障出现时,电气设备不能正常工作。可以通过接通该电气设备电源,通过检测测试工具排除接插件故障。汽车线束组装时不要把线束拉的太紧(尤其是横向布置线束),避免车辆颠簸时线束固定点位置松动,从而导致两个固定点之间距离突然加大造成线束内部接点接触不良、导线参数变化甚至拉断导线。不布置型号和颜色均相同的插接件,避免组装过程中出现误插导致不良品。线束组装后,需要留足够的间隙,保证不被其他部件压倒或绊倒。避免线束绝缘层被夹断、磨损或破裂等引起接地故障。南通空调线束检测上海隆兴旺电子科技有限公司一家集研发、制造、销售、服务一体的技术企业。

线束注塑的波纹问题:线束波纹的产生与注射参数、模具和注射材料有关。 一般有蛇流模式、径向模式、波浪模式和荧光模式。蛇流模式当浇口深度远小于型腔入口深度、模具填充率高时,熔体流动呈不稳定射流。先前的喷流已经凝固,流动的熔融物充满型腔,线束表面出现蜿蜒的波纹。解决蛇形流问题有以下措施l改变工艺条件。降低注射速度的方法是逐渐消除射流效应,扩大熔体流动模式。长时间的流动使产品的表面质量更好。另外,如果提高模具温度和熔液温度,喷流效果会降低,熔液的流动会增加。改变模具浇口的尺寸。浇口深度稍小于型腔深度时,射流出口的膨胀作用会使熔体在射流后缘和前缘处流出,射流效果不明显。当浇口深度等于或接近型腔深度时,填充率较低,会形成膨胀流。改变模具的浇口角度。模具浇口与动模的夹角为4~5。这样,当熔融金属从浇口流出时,熔融金属首先被型腔壁遮挡,可以防止蛇形的发生。改变模具浇口的位置。模具的浇口位于离模具型腔壁近的位置(沿与浇口垂直的方向)。熔融金属从浇口流出时,首先会被型腔的壁堵塞。也可以防止喷流的出现,进入延伸的溪流,避免蜿蜒的波纹。
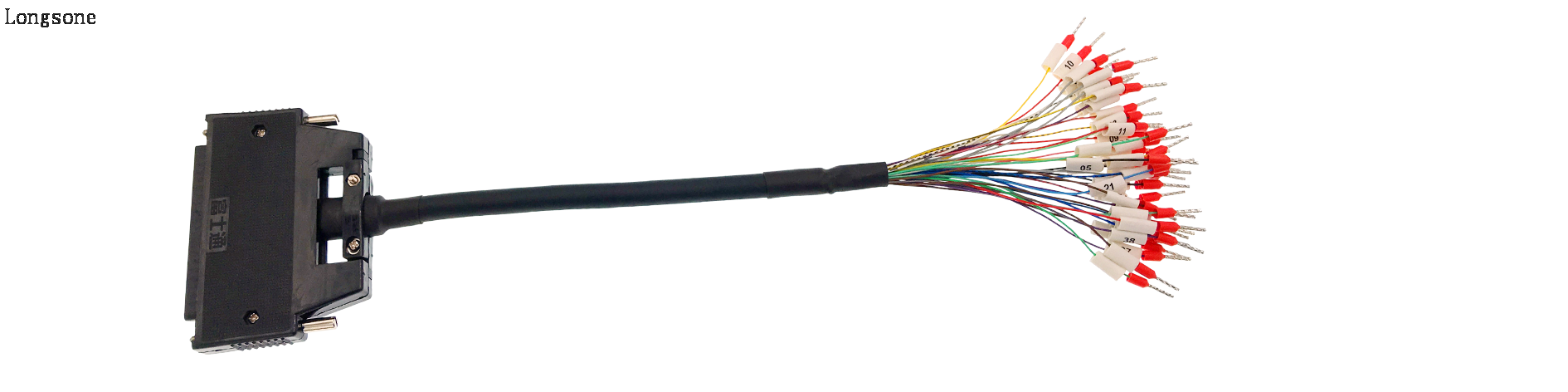
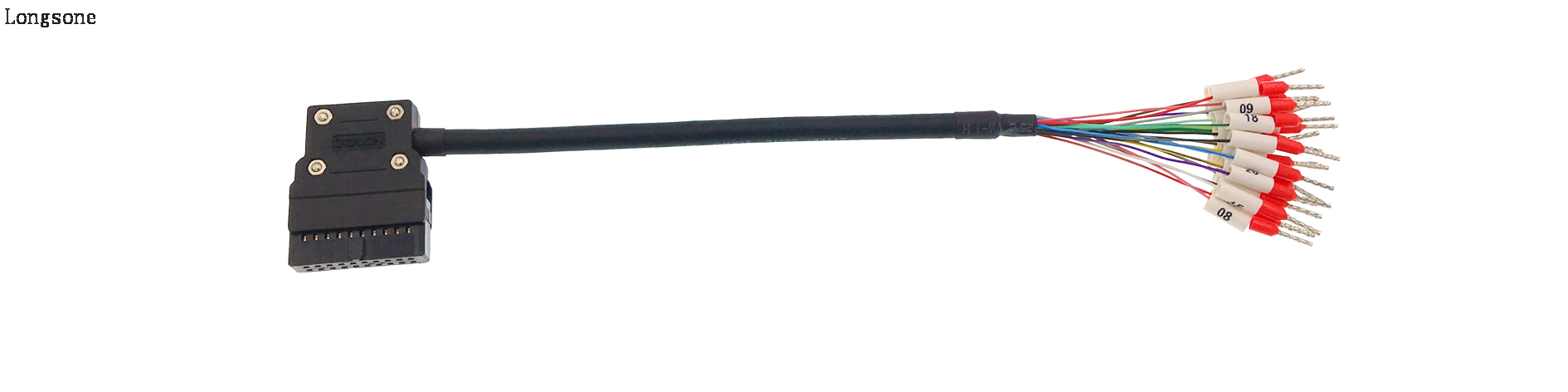
低压线束零部件范围很广,包括线缆、连接器、端子、保险丝盒、继电器、熔断器、塑料支架、金属支架、PVC绝缘管、波纹管、热缩管、密封圈、橡胶套、胶带、扎带、保护罩、螺栓等等。汽车线束由电线、接插件、线束包扎物、线束固定物(卡扣、橡胶件、线束支架等)和线束附件组成。电线是线束的主要组成部分,通常称之为导线,是线束的主体部分,其作用主要是承载负载所需的电流。导线的重要参数即是载流能力,导线的载流能力受线径(导线导体的截面积)、线长、导体的电阻率及环境温度的影响。接插件也叫做连接器,CONNECTOR,或接插器。接插件是线束与其他电气设备连接不可缺少的元器件,分为线束端接插件和用电器端接插件。线束固定物有:扎带、卡扣、橡胶护套、线束支架等,根据线束的安装环境的不同,如线束安装空间,对温度的要求,对防水的要求,每种线束固定物的形态和材料也并不一致,即便这样,线束固定物也呈现出标准化的趋势,也是线束平台化选型比较容易实现部件之**束是整车中不可缺失的系统级零部件。

电子线束低压成型设计中使用热熔聚酰胺粘合剂时,应首先在室温下使用固体化合物,这是利用可再生资源安全开发的。密封件对水、灰尘、化学品等环境因素有很强的抵抗力,因为它们与以下部件形成了实际的结合。这使得低压成型设计的电子线束非常适合极端炎热寒冷的环境或耐磨应用。虽然电子线束低压成型设计的初始材料成本可能略高于注塑成型,但在制造过程中有许多节约成本的措施,这已成为一种非常经济的方法。通过低压成型,低价铝模具通常可以使用,甚至非常适合制作不同迭代原型的3D打印材料。工艺完成后,铝也能更快地去除热量,从而减少整体循环时间。由于热变形也减少,损失较少,这意味着生产运行效率较高。低压成型是电子线束整体设计的输的数据、信号或电源的可靠性时,低压成型是电子线束整体设计的好选择。此外,在检查连接器时,低压成型材料可作为连接器和电缆组件的良好涂层成型材料,为水入侵等环境因素提供高级保护,应力消除是另一个巨大的好处。汽车线路常见的故障有:插接件接触不良、导线之间的短路、断路、搭铁等。湖州线束工艺
线束的服务对象是负载源,通常指用户设备。新能源线束厂家
线束注塑的波纹问题:线束波纹的产生与注射参数、模具和注射材料有关。 一般有蛇流模式、径向模式、波浪模式和荧光模式。波浪模式在熔体充填过程中,新的熔体流动不断从内部堆积,使前向波浪停滞,前向波浪边缘不断被牵拉。由于流动阻力,之后的熔液压力再次上升。新形成的波纹平整前进,引起停滞和堆积,在产品表面形成波状图案。特别是注射速度快、注射压力小或模具结构不合理时,熔融流动进退,PP结晶缓慢进行,容易导致产品表面结晶度不均匀,导致产品表面出现波纹。有几个措施:改变工艺条件。采用高压低速注射可以保持熔体流动的稳定性,防止波浪发生。l提高模具温度。随着模具温度的上升,熔融流动性增加。对于结晶性聚合物,较高的温度有利于结晶的均匀性,可以减少波纹的产生。l改变型腔结构。根据模具的结构,产品的表面也可能会起伏。边缘突出时,熔体流动速率变大,熔体流动速率变得不稳定,形成波形。因此,通过改变型芯的角度可以缓冲过渡,使熔液的流动稳定,防止线束外皮波浪的产生。改变产品的厚度。产品厚度不均匀会导致熔体流动速率增加,熔体流动速率不稳定。因此,产品厚度应尽量设计均匀,避免出现波纹。新能源线束厂家
上海隆兴旺电子科技有限公司是一家从事非标线束,定制线束,测试线束,非标端子线研发、生产、销售及售后的生产型企业。公司坐落在上海市闵行区鲁南路78弄28号8幢1层,成立于2009-04-15。公司通过创新型可持续发展为重心理念,以客户满意为重要标准。上海隆兴旺目前推出了非标线束,定制线束,测试线束,非标端子线等多款产品,已经和行业内多家企业建立合作伙伴关系,目前产品已经应用于多个领域。我们坚持技术创新,把握市场关键需求,以重心技术能力,助力机械及行业设备发展。我们以客户的需求为基础,在产品设计和研发上面苦下功夫,一份份的不懈努力和付出,打造了上海隆兴旺产品。我们从用户角度,对每一款产品进行多方面分析,对每一款产品都精心设计、精心制作和严格检验。上海隆兴旺电子科技有限公司严格规范非标线束,定制线束,测试线束,非标端子线产品管理流程,确保公司产品质量的可控可靠。公司拥有销售/售后服务团队,分工明细,服务贴心,为广大用户提供满意的服务。