搅拌摩擦焊机在汽车制造行业的贡献:汽车制造行业对焊接质量的要求极高,搅拌摩擦焊机以其稳定的焊接质量和高效的生产效率,为汽车制造行业做出了重要贡献。特别是在新能源汽车的制造中,搅拌摩擦焊机发挥了重要作用。搅拌摩擦焊机在船舶制造领域的优势:在船舶制造领域,搅拌摩擦焊机凭借其优良的焊接性能和抗腐蚀性,成为船舶制造的重要工具。无论是船体结构的焊接还是船用设备的制造,搅拌摩擦焊机都表现出了优良的性能。搅拌摩擦焊机在桥梁建设中的应用:在桥梁建设中,搅拌摩擦焊机被用于桥梁结构的焊接。其高质量的焊接效果确保了桥梁的稳固性和耐久性,为人们的出行安全提供了保障。搅拌摩擦焊机准确控温,保障焊接过程温度稳定、质量可靠。肇庆水冷板搅拌摩擦焊机联系方式
高温对现代电子设备来说是一个极大的威胁,它会导致设备系统运行不稳定,缩短使用寿命,甚至还有可能是某些部件烧毁。因为高温而致使瘫痪的设备不少,为此厂家们想出了很多方法来解决这一-问题。散热片便是其中方法之一,在许多电子产品中都有着散热片的身影,比如电脑、手机等。因为产品的类型多样,因此散热片的种类也较多,水冷板正是其中-种。水冷板是指液体在泵的带动下强制循环带走其热量,与风冷散热片相比更具有安静、降温稳定、对环境依赖小等优点。东莞水冷板加工散热器的散热效率与散热器材料的热传导率、散热器材料和散热介质的热容以及散热器的有效散热面积等参数有关。水冷板依照从散热器带走热量的方式,可以将散热器分为主动散热和被动散热,前者常见的是风冷散热器,而后者常见的就是散热片。东莞水冷板加工进一步细分散热方式,可以分为风冷、热管、液冷、半导体制冷和压缩机制冷等等。风冷散热是最常见的,而且非常简单,就是使用风扇带走散热器所吸收的热量。具有价格相对较低、安装简单等优点,但对环境依赖比较高,例如气温升高以及超频时其散热性能就会大受影响。浙江水冷散热器搅拌摩擦焊机生产厂家颂智科技的搅拌摩擦焊机,让焊接难题迎刃而解。

搅拌摩擦焊机的维护与保养:搅拌摩擦焊机作为一种精密设备,其维护与保养至关重要。定期检查和保养可以确保设备的正常运行和延长使用寿命。同时,正确的操作方法也能减少设备故障的发生。搅拌摩擦焊机的市场前景:随着制造业的不断发展,搅拌摩擦焊机的市场前景十分广阔。其独特的焊接方式和优异的性能将使其在更多领域得到应用和推广。搅拌摩擦焊机的技术创新驱动:搅拌摩擦焊机作为焊接技术的重要组成部分,其技术创新是推动其发展的重要驱动力。未来,随着更多创新技术的涌现,搅拌摩擦焊机将实现更加优良的焊接性能和更高的生产效率。
搅拌摩擦焊机,作为现代焊接技术的重要组成部分,其技术革新无疑引导了行业的发展。它通过高速旋转的搅拌针与工件之间产生的摩擦热来实现焊接,无需添加任何焊接材料,极大地简化了焊接流程,提高了焊接效率。搅拌摩擦焊机的焊接质量是其备受瞩目的重要优势。由于焊接过程中无需添加焊接材料,焊缝组织均匀,无气孔、夹杂等缺陷,焊缝强度高,具有良好的力学性能。这种高质量的焊接效果使得搅拌摩擦焊机在航空航天、汽车制造等领域得到了广泛应用。先进搅拌摩擦焊机,适配多种金属材料,焊接效果出色。

搅拌摩擦焊机的节能环保特性搅拌摩擦焊机在焊接过程中不产生烟尘、有害气体等污染物,符合绿色环保的生产理念。同时,其能耗低,节能效果明显,有助于降低生产成本,提高企业的经济效益。搅拌摩擦焊机的自动化程度:随着自动化技术的不断发展,搅拌摩擦焊机也实现了高度的自动化。通过引入先进的控制系统和传感器技术,搅拌摩擦焊机能够实现焊接过程的自动化控制,提高生产效率,降低人工成本。 搅拌摩擦焊机的材料适应性:搅拌摩擦焊机具有良好的材料适应性,能够焊接各种金属材料,包括铝合金、钛合金、不锈钢等。同时,它还能够实现异种材料的焊接,满足复杂结构件的焊接需求。颂智科技实力之作,搅拌摩擦焊机,准确焊接,品质无忧。湖南工业搅拌摩擦焊机工厂直销
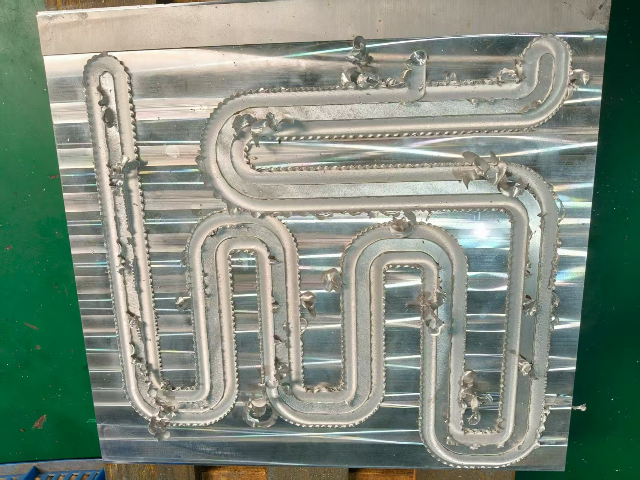
颂智搅拌摩擦焊机,实现焊接接头物理性能佳,导电、导热性与母材如出一辙。肇庆水冷板搅拌摩擦焊机联系方式
焊接加工的原理预热预热能降低焊后冷却速度,有利于降低中碳钢热影响区的比较高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施。预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃。含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。焊接是通过加热、加压,或两者并用,用或者不用焊材,使两工件产生原子间相互扩散,形成冶金结合的加工工艺和联接方式。焊接应用非常,既可用于金属,也可用于非金属。肇庆水冷板搅拌摩擦焊机联系方式