- 品牌
- GDK
- 型号
- SPI
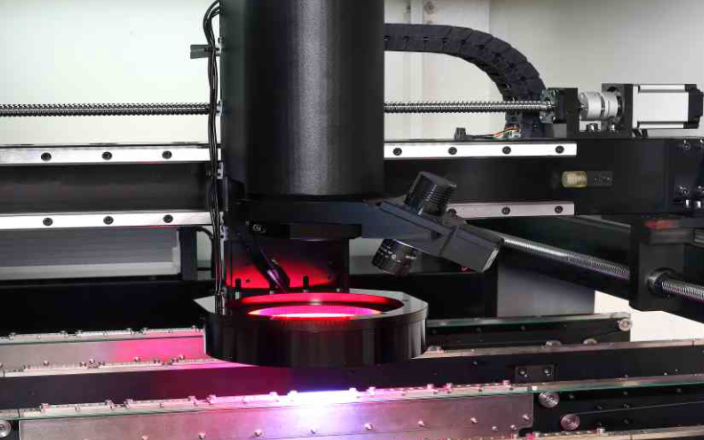
SPI锡膏检查机的检测原理锡膏检查机增加了锡膏测厚的雷射装置,所以SPI可能遇到的问题与AOI类似,就是要先取一片拼板目检,没有问题后让机器拍照当成标准样品,后面的板子就依照首片板子的影像及资料来作判断,由于这样会有很多的误判率,所以需要不断的修改其参数,直到误判率降低到一定范围,因此并不是把SPI机器买回来就可以马上使用,还需要有工程师维护。SPI锡膏检测仪只能做表面的影像检查,如果有被物体覆盖住的区域设备是无法检查到的。SPI锡膏检查机有何能力?河源多功能SPI检测设备原理

SMT贴片焊接加工导入SMT智能首件检测仪可以带来以下效益:1.节省人员:由2人检测改为1人检测,减少人工。2.提高效率:首件检测提速2倍以上,测试过程无需切换量程,无需人工对比测量值。3.可靠性:FAI-JDS将BOM、坐标及图纸进行完美核对,实时显示检测情况,避免漏检,可方便根据误差范围对元件值合格值自动判定,对多贴,错料,极性和封装进行方便检查;相较于传统方式完全依靠人员,人工更容易出错。4.可视性:FAI-JDS系统对PCB位号图或者扫描PCB图像,将实物放大几十倍,清晰度高,容易识别和定位;传统方式作业员需要核对BOM,元件位置图以及非LCR背光丝印,容易视觉疲劳,导致容易出错。5.可追溯性:自动生成首件检测报告,并可还原检测场景。6.更加准确:使用高精度LCR测试仪代替万用表。7.工艺图纸:可同时生成SMT首件工艺图纸,方便品管或维修人员使用。8.扩展性:软件支持单机版和网络版,网络版按用户数量授权可以多个用户同时使用。茂名高速SPI检测设备维保AOI检测设备的作用有哪些呢?

AOI检测误判的定义及存在原困、检测误判的定义及存在原困、检测误判的定义及存在原困误判的三种理解及产生原因可以分为以下几点:1、元件及焊点本来有发生不良的倾向,但处于允收范围。如元件本来发生了偏移,但在允收范围内;此类误判主要是由于阙值设定过严造成的,也可能是其本身介于不良与良品标准之间,AOI与MV(人工目检)确认造成的偏差,此类误判是可以通过调整及与MV协调标准来降低。2、元件及焊点无不良倾向,但由于DFM设计时未考虑AOI的可测性,而造成AOI判定良与否有一定的难度,为保证检出效果,将引入一些误判。如焊盘设计的过窄或过短,AOI进行检测时较难进行很准确的判定,此类情况所造成的误判较难消除,除非改进DFM或放弃此类元件的焊点不良检测。3、由于AOI依靠反射光来进行分析和判定,但有时光会受到一些随机因素的干扰而造成误判。如元件焊端有脏物或焊盘侧的印制线有部分未完全进行涂敷有部分裸露,从而造成搜索不良等。并且检测项目越多,可能造成的误报也会稍多。此类误报属随机误报,无法消除。
AOI检测设备对SMT贴片加工的重要性AOI检测设备的作用是:当自动检测时,机器通过摄像头自动扫描PCB,采集图像,测试的焊点与数据库中的合格的参数进行比较,经过图像处理,检查出PCB上缺陷,并通过显示器或自动标志把缺陷显示/标示出来,供SMT工艺工程师改善与及SMT维修人员修整。AOI设备包括:1、按结构分类有:简易型手动离线AOI设备,离线AOI设备,在线AOI设备等;2、按分辨率分类有:0402元件AOI设备,0201元件AOI设备3、按相机分类有:单相机,双相机,多摄像机等AOI设备可检测的错误类型:1、刷锡后贴片前:桥接-移位-无锡-锡不足2、贴片后回流焊前:移位,漏料、极性、歪斜、脚弯、错件3、回流焊或波峰焊后:少锡/多锡、无锡短接锡球漏料-极性-移位脚弯错件4、PCB行业裸板检测可编程结构光栅(PSLM)技术PMP技术中主要的一个基础条件就是要求光栅的正弦化。

那么SPI具体是如何检测的呢?目前SPI领域中主要的检查方法有激光检査和条纹光检查两种。其中激光方法是用点激光实现的。由于点激光加CCD取像须有X、Y逐点担的机构,并未明显増加量测速度。为了增加量测速度,需将点激光改成扫描式线激光光线。这两种是经常用到的方法,此外还有360°轮廓测量理论、对映函数法测量原理( coordinate Mapping)、结构光法( Structure Lighting)、双镜头立体视觉法。但这些方法会受到速度的限制而无法被应用到在线测试上,只适合单点的3D测量。在线3D-SPI锡膏测厚仪?肇庆自动化SPI检测设备市场价
SMT整线设备中AOI的作用随着PCB产品向着超薄型、小组件、高密度、细间距方向快速发展。河源多功能SPI检测设备原理
SMT整线设备中AOI的作用随着PCB产品向着超薄型、小组件、高密度、细间距方向快速发展。线路板上元器件组装密度提高,PCB线宽、间距、焊盘越来越细小,已到微米级,人工目检的方式已满足不了,目前还有多数工厂还在采用人工目视的检测方式,但是随着电子产品小型化及低能耗化的市场需求越来越旺盛,电子元器件向小型化发展步伐也越来越快。此外,人容易疲劳和受情绪影响,相对于人工目检而言,机器视觉设备具有更高的稳定性,可重复性和更高的精细度。减少员工培训费用:训练一个熟练的员工的速度已经远远落后于员工流失的速度。缺陷预警:即在前工序防止缺陷。我们在锡膏印刷、炉前、炉后位置都可以使用AOI产品及时截出坏机,通过现场人员的有效管控。减少PCBA的维修成本:通过在不同品质工位应用AOI,得到制程变化对品质影响的实时反馈资料。河源多功能SPI检测设备原理
SPI检测设备的节能设计符合现代制造业的绿色生产理念。在倡导低碳制造的大背景下,设备的能耗指标成为企业选型的重要考量因素。新一代SPI检测设备采用了高效节能的光学组件和智能电源管理系统,在保证检测精度的前提下,相比传统设备能耗降低30%以上。例如,设备在待机状态时会自动进入低功耗模式,关闭非必要的光源和驱动模块;在检测过程中,光源系统可根据PCB板的反光特性自动调节亮度,避免能源浪费。此外,设备采用轻量化设计,减少了原材料使用,且关键部件采用可回收材料,符合环保要求。这种绿色节能的特点,不仅帮助企业降低能源成本,还助力其实现可持续发展目标。和田古德SPI检测设备支持中英文切换,图形化界面易操...
- SPI锡膏检测3D检测原理 2026-01-03
- 河源自动化SPI检测设备功能 2026-01-02
- 广东多功能SPI检测设备按需定制 2026-01-02
- 惠州全自动SPI检测设备功能 2026-01-01
- 湛江精密SPI检测设备值得推荐 2026-01-01
- 河源销售SPI检测设备 2025-12-31
- 惠州SPI检测设备厂家价格 2025-12-31
- 惠州全自动SPI检测设备生产厂家 2025-12-30
- 肇庆直销SPI检测设备设备厂家 2025-12-30
- SPI焊锡质量视觉检测设备 2025-12-29


- 潮州半导体SPI检测设备功能 2025-12-27
- 珠海SPI检测设备保养 2025-12-26
- 汕头高速SPI检测设备维保 2025-12-26
- 湛江直销SPI检测设备设备厂家 2025-12-25
- 中山直销SPI检测设备功能 2025-12-25
- 韶关自动化SPI检测设备保养 2025-12-24






- 成都车桥激光打标机 05-19
- 木板激光打标机 03-05
- 创鑫激光打标机 03-05
- 珠海半导体SPI检测设备维保 01-03
- SPI锡膏检测3D检测原理 01-03
- 河源自动化SPI检测设备功能 01-02
- 广东多功能SPI检测设备按需定制 01-02
- 惠州全自动SPI检测设备功能 01-01
- 湛江精密SPI检测设备值得推荐 01-01
- 河源销售SPI检测设备 12-31