容器与容器配套类:1、瓶瓶身应平稳,表面光滑,瓶壁厚薄基本均匀,变形,不应有冷爆和裂痕。瓶口应端正、光滑,不应用毛刺(毛口),螺纹、卡口配合结构完好、端正。瓶与盖的配合应严紧,无滑牙、松脱,无泄露现象。瓶内外应洁净。2、软管软管的管身应光滑、整洁、厚薄均匀,无明显划痕,色泽应均匀一致。软管封口要牢固、端正,不应有开口、皱褶现象(模具正常压痕除外)。软管的复合膜应无浮起现象。3、盖子盖子分成:PP材质、ABS材质、沙林材质、PTCG材质、K料、电化铝等,不同材质靠触摸感、外观、跌落反弹声音等经验判定,方法不一样。内盖:内盖应完整、光滑、洁净、不变形。内盖与瓶和外盖的配合应良好。内盖不应漏放。外盖:外盖应端正、光滑、无破碎、裂纹、毛刺(毛口)。外盖色泽应均匀一致。外盖螺纹配合结构应完好。加有电化铝或烫金外盖的色泽应均匀一致。翻盖类外盖应翻起灵活,连接部位无断裂。盖与瓶的配合应严密,无滑牙、松脱。4、喷雾罐罐体平整,无锈斑,焊缝平滑,无明显划伤、凹罐现象,色泽应均匀一致。喷雾罐的卷口应平滑,不应有皱褶、裂纹和变形。5、喷头喷头应端正、清洁,无破损和裂痕现象。喷头的组配零部件应完整无缺,确保喷液畅通。化妆品包装设计体现了企业的风格和品质。湖北护肤品包材加工厂

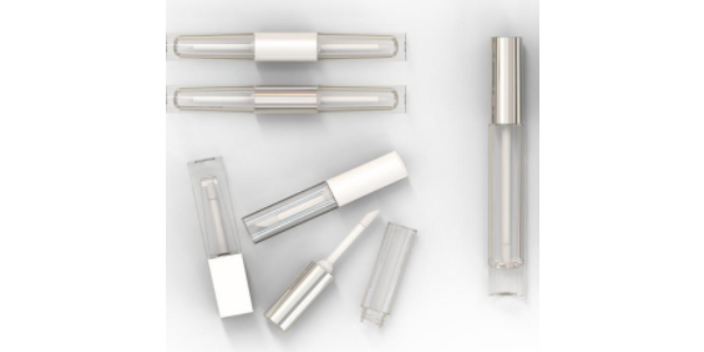
化妆品包装材料唇彩管注塑模具加工具体是怎么的操作流程呢,大家一起来看一下。双分型面注塑模:双分型面注塑是有两个分型面,与单分型面注塑模具相比,双分型面注塑模具在定模部分有一块可以移动的中间板,所以这种注塑模又被成为三板式注塑模具。常用于点浇口进料的单型腔或者多型腔的组数模具。带有侧向分型与抽芯机构的注塑模:当塑件有侧孔或者侧面凹陷时,需要采用可侧向移动的型芯或者滑块成形。注塑成型后,动模会向下移动一段距离,然后固定于定模板上的弯销的斜面迫使滑块向外移动,此时脱模机构的推杆推动让塑件从型芯上脱下。河南眼线笔包材设计化妆品包材容器包括盒子(塑料)等;

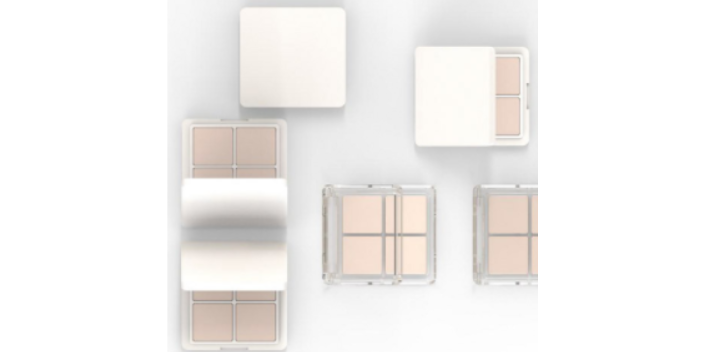
分析化妆品中塑料瓶的制作:膏霜瓶+外盖(生产机器:注塑机),注塑膏霜瓶体常采用的PP、PETG材料(新型材料,透明度也好,不用加内胆,不过也有双层,为节约成本),亚克力(此产品透明度好,一般要加内胆,不能直接膏体,瓶体会裂开)、ABS料(此材料的品种用于电镀配件,易着色),盖子多用PP料,内盖PP+外盖亚克力或电镀外盖或电化铝外盖或喷油盖。制作工艺:瓶身:PP和ABS料瓶体用实色多,PETG材料和亚克力瓶多用透明色,有剔透感,亚克力瓶壁多用喷色,可折射出光,效果好。印刷:瓶身可丝印和烫金、烫银。双层盖的内盖可丝印,外盖用透明的可透出效果。外盖用电化铝可击凸logo。
化妆品包装材料塑胶瓶的验收规则:1.外观检验项目:采用GB2828.1一般检查水平Ⅱ级正常检查一次抽样方案。外观合格质量水平AQL值的采用和缺陷种类。(1)A类缺陷:破裂,缺口、闭口,异品种,螺纹不全,错版、缺版缺字,版面严重偏移,瓶内异物、游离污染,条码印刷错误,内胆脱落,主视面黑点或异色点≥0.5mm一个以上(透明瓶不得有),瓶身上背面以及侧面黑点≥0.5mm两个或以上。(2)B类缺陷:版面偏移,重影,磨砂反光,明显色差,瓶身有气泡、污迹,刮手毛刺毛边,严重凹陷、变形,严重划伤划花,瓶壁厚薄不均,字体印刷不全、不均匀,烫色不全,非主视面黑点或异色点0.3mm≤黑点≤0.5mm三个以上(透明瓶两个以上)。上海包材哪家质量好?推荐上海佳轩。
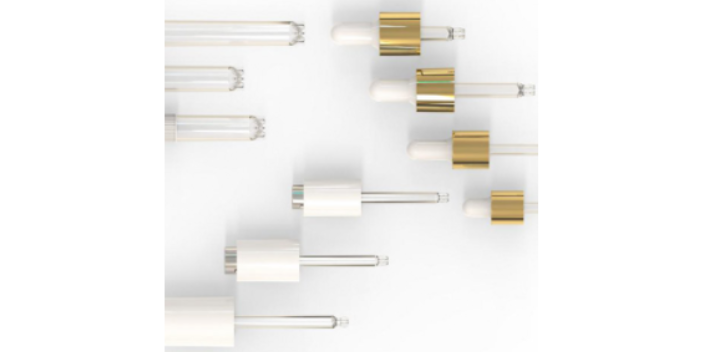
分析化妆品中塑料瓶的制作:1、塑料瓶的材质通常为PP,PE、K料、AS、ABS、压克力、PET等。2、通常用于化妆品类容器壁较厚的膏霜瓶、瓶盖、瓶塞、垫片、泵头、防尘罩为注塑成型;PET吹瓶为两步成型、管胚为注塑,成品包装为吹瓶。其它如容器壁较薄的乳液瓶、洗涤瓶为吹瓶。3、PET材料为环保材料,具有高阻隔性,质轻、不碎特性、耐化学反抗性,透明性极强,可做成珠光、有色、磁白、透明,在装啫喱水方面应用普遍。瓶口一般为标准的16#、18#、22#、24#口径,可配上泵头使用。化妆品包材也是化妆品企业展示品牌形象和产品特色的重要手段。新疆洗面奶包材代理加盟
化妆品包材PETG透亮度比PET还要好,但国内不常用,成本高,废品高,一次成形,不可回收料。湖北护肤品包材加工厂
化妆品包装材料唇彩管注塑模具加工具体是怎么的操作流程呢,大家一起来看一下。唇彩管注塑模具加工无流道注塑模:无流道注塑模指的是采用对流道进行绝热加热的方法,保持从注塑机喷嘴一型腔之间的塑料可以呈现一种熔融状态,使开模取出塑件时无浇注系统凝料。脱模机构在定模上的注塑模:在注塑模中,脱模装置安装在动模一侧,这样对于注塑机开合模系统中顶出装置有很大帮助。实际生产中,某些塑件因为形状限制,将塑件留在定模一侧对成型有更大的帮助。湖北护肤品包材加工厂