技术实现要素:本实用新型的目的是为了解决现有技术中存在流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低的缺点,而提出的一种实现多次加强混合作用的微通道结构。为了实现上述目的。“创阔科技”研究开发一种实现多次加强混合作用的微通道结构,包括主流道和第二主流道,所述主流道的右侧设置有前腔混合室,且主流道和前腔混合室之间设置有分流道路,所述分流道路的右侧设置有中间混合腔室。苏州创阔技术科技可承接网孔板微孔加工,欢迎联系。过滤网孔微孔加工哪家好

在熔喷布生产中,聚丙烯(pp料)通过熔喷模头的喷丝微孔飞出进行生产,熔喷模头喷丝板长度从300mm、600mm,甚至3米多不等,材料一般是SUS316L、SUS304、SUS630、SUS431等不锈钢,孔径大小通常在。所以对于熔喷模头的制造厂来说,加工喷丝板的微孔也是一个难点。熔喷模具微孔加工,除了保证孔精度、预防加工过程中断钻头和加工效率才是现在熔喷模头厂家关注的重点。从隔离开始,熔喷模头专门用的高速钻孔机,已在广东、江苏及浙江台州各模具工厂经过试加工,上模试机后,得到普遍认可。此款机型采用60000RPM高转速电主轴,主轴小而轻且内锥跳动精度好,使得加工效率更高。因微孔加工,断钻头机率更大。在保证机床稳定的同时,勤换钻头才能非常有效的预防断钻头的发生。那么气动装夹钻头,可以将钻头快速替换效率更高。浙江微孔加工厂家排名不锈钢管微孔加工技术哪家好,推荐苏州创阔金属科技!

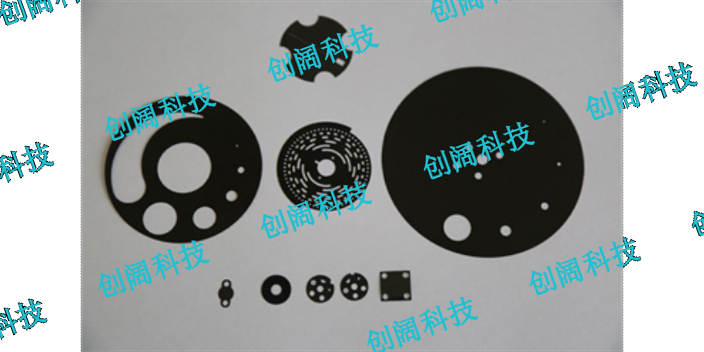
创阔金属的小孔加工产品的孔径均匀、孔壁光滑、孔的真圆度高、没有毛刺和油污,广泛应用于各种机械设备的精密过滤,也常常用作固体筛选、气液过滤、光学透光产品等等。目前小孔的产品及各种小孔加工产品已广泛应用于精密过滤设备、化纤喷丝板、喷气发动机喷嘴、电子计算机打印头、印刷电路板、电视机障板、天象仪星孔板、航空陀螺仪表元件、飞机透平叶片以及医疗器械中的红血球细胞过滤器等零件的加工领城。根据小孔的尺寸范围划分,到目前为止约有50种之多,每一种加工方法都有其特有的优点和缺点,这主要取决于工件孔径的大小,孔的排列,孔的密度,孔的精度要求,还有就是要考虑工件的后续使用因素,这就涉及到考虑用哪种加工工艺能否批量加工的问题。
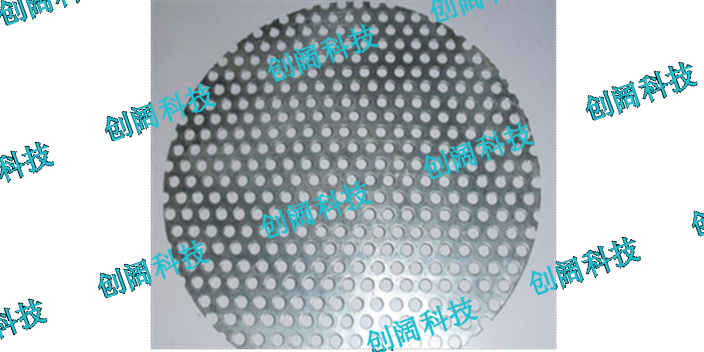
过滤网,金属橡胶过滤网金属橡胶过滤网是采用不锈钢丝制成的。其原材料是不锈钢丝,不含有任何天然橡胶,但却具有毛细疏松结构,特别适合于解决高低温、大温差、高压、高真空、强辐射、剧烈振动及腐蚀等环境下的气、液体过滤。金属橡胶过滤网具备金属的一些特性,比如耐腐蚀、强度大、抗冲击。同时金属橡胶过滤网通过采用丝的粗细、金属橡胶的密度、过滤网的厚度都可以调节过滤网的过滤精度。在清洗的时候,容易恢复其原有的密度,方便清洗。全金属过滤网产品,相信大家都了解,金属过滤网采用多层扩张铝箔网或不锈钢网的产品,是过滤器的滤材,经辗压成波浪网形,以正确的角度彼此交叉叠合而成,过滤网多层折叠扩张是以不同的密度、孔径由粗到细的排列,使物体通过时多次改变流动方向,增大其效率。不锈钢管微孔加工厂家哪家好,推荐苏州创阔金属科技有限公司!
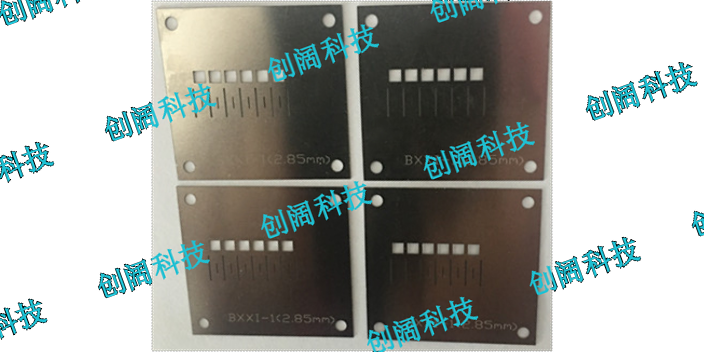
网板,铜片,打印机单鼓刮刀,打印机充电尺,梳型电极针,充电电极针,打印机单鼓刮刀产品简介:常用于办公室打印机设备,产品使用材质SUS304CSPH不锈钢材质材料的厚度mm0.1mm,打印机充电尺打印机充电尺主要运用于办公设备客户对本产品的蚀刻加工要求公差要求高,质量好,可批量化生产,材质稳定产品使用材质SUS304CSPH不锈钢材质材料的厚度mm0.1mm,充电电极针产品简介:充电电极针主要用于复印机充电,是在光导上形成静电潜像的前提条件,复印机充电钢片产品简介:复印机充电钢片主要是对复印机充电鼓进行充电使墨粉更均匀,产品使用材质SUS304CSPH不锈钢材质材料的厚度mm0.1mm,苏州创阔金属有限公司为您服务医用小孔滤网微孔加工厂家哪家好,推荐苏州创阔金属科技有限公司!湖北垫圈微孔加工
制药筛网微孔加工技术哪家好,推荐苏州创阔金属科技!过滤网孔微孔加工哪家好
通常情况下喷丝板加工微孔有三种方案:电火花加工、激光加工、微钻加工。电火花加工:电火花加工是微孔加工的一种常用方法,但劣势是需要配置专门的电火花加工机床,电火花加工效率比较低,同时电极的制作难度也不小,而且紫铜电极的制作容易产生毛刺、发生变形;这些都是电火花加工的致命缺陷!激光加工:激光加工也是微孔加工的一种常用方法,利用高功率密度激光束照射被加工材料,使材料很快被加热至汽化温度,蒸发形成孔洞,效率较高,但劣势是需要配置昂贵的专门微孔加工的加工机床,同时激光加工孔的表面质量也不是很理想!微钻加工:微钻加工的特点是不需要专门添置特种加工设备,可以直接在数控加工中心上即可完成,但这种加工方式需要机床具有极高的精度和极高的转速,而普通的加工中心转速和精度根本无法达到这个要求,不但孔表面粗糙度差并且极经常容易断刀!过滤网孔微孔加工哪家好