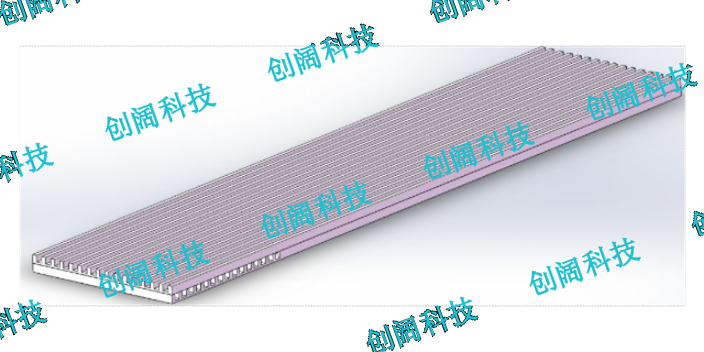
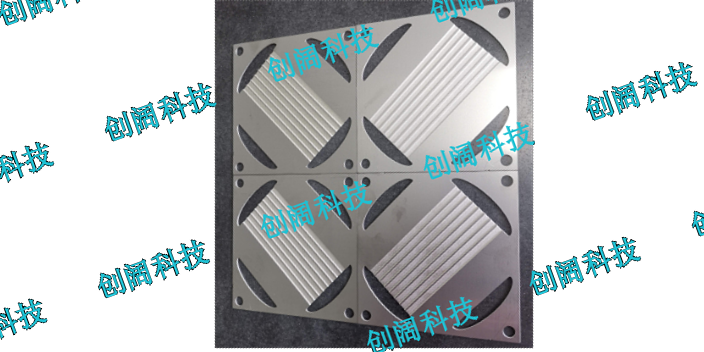
创阔科技根据研究表明,当流道尺寸小于3mm时,气液两相流动与相变传热的规律将不同于常规较大尺寸,通道越小,这种尺寸效应将越明显。当管内径小到,对流换热系数可增大50%~100%。将这种强化传热技术用于空调换热器,适当改变换热器的结构、工艺及空气侧的强化传热措施,可有效地增强空调换热器的传热能力,提高其节能水平。与比较高效的常规换热器相比,空调器的微尺度换热器整体换热效率可望提高20%~30%。平行流冷凝器主要由集流管、多通道扁管和百叶窗翅片三部分组成。集流管将不同根数的扁管组合成一个流程,由不同流程组成冷凝器。集流管起分流和合流的作用,同时也是整个冷凝器的结构支架。制冷剂进入平行流冷凝器后,与传统的单进单出冷凝器的区别在于:平行流冷凝器中制冷剂由联接管道首先进入分流集流管,然后分流至各制冷剂扁管与空气进行传热,到合流集流管合成一路,进入下前列程的分流集流管,创阔能源科技在开发微细通道换热器具有结构紧凑,换热效率高,重量轻,制冷剂侧和空气侧流动阻力小等特点,经历了管片式,管带式,发展为平行流式(也称微细通道式)。管片式换热器也叫翅片管式换热器,是目前家用空调中采用的换热器形式。创阔能源科技制作微结构,微通道换热器,也可以根据需要设计制作。浙江创阔金属微通道换热器
微通道结构的优化及加工,创阔能源科技以光刻电镀(LIGA)技术:1986年由德国Ehrfeld等利用高能加速器产生的同步辐射X射线刻蚀、结合电铸成形和塑料铸模技术发展出的LIGA工艺。该技术特点是:可以加工出大深宽比的微结构,加工面宽。但LIGA需要同步辐射X射线光源、制造成本高;LIGA实际上是一种标准的二维工艺,难以加工形状连续变化的三维复杂微结构;而且同步辐射X光刻掩膜的制备也极为困难。(3)属于个别特殊、特微加工,如微细电火花EDM、电子束加工、离子束加工、扫描隧道显微镜技术等。可加工材料面窄、工艺复杂。(4)近年来出现的准分子激光微细加工技术。准分子激光处于远紫外波段,波长短、光子能量大,可以击断高聚物材料的部分化学键而实现化学。常州水冷板微通道换热器创阔科技加工微通道换热器,微米级等多种结构。
微通道(微通道换热器)的工程背景来源于上个世纪80年代高密度电子器件的冷却和90年代出现的微电子机械系统的传热问题。1981年,Tuckerman和Pease提出了微通道散热器的概念;1985年,Swife,Migliori和Wheatley研制出了用于两流体热交换的微通道换热器。随着微制造技术的发展,人们已经能够制造水力学直径?10~1000μm通道所构成的微尺寸换热器。1986年Cross和Ramshaw研制了印刷电路微尺寸换热器,体积换热系数达到7MW/(m3·K);1994年Friedrich和Kang研制的微尺度换热器体积换热系数达45MW/(m3·K);2001年,Jiang等提出了微热管冷却系统的概念,该微冷却系统实际上是一个微散热系统,由电子动力泵、微冷凝器、微热管组成。如果用微压缩冷凝系统替代微冷凝器,可实现主动冷却,支持高密度热量电子器件的高速运行。
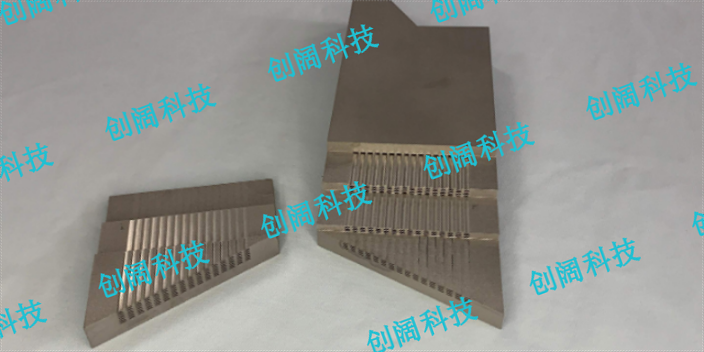
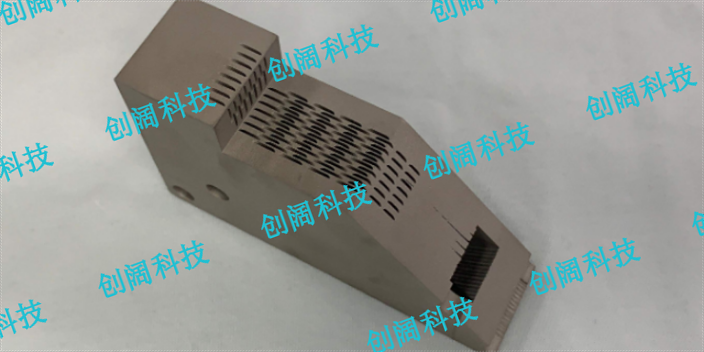
创阔科技介绍微通道热交换器作为热管理系统关键装备,小型化(紧凑化)、换热效率高效化是当前该领域的主流发展方向,其使役性能方面的要求也日益严苛。这直接导致了热交换器装备在用材、加工、制造工艺等方面面临极大的挑战。以列管式换热器为例,对于薄壁或超薄壁的换热管,无论是钎焊还是熔化焊,换热管极易发生溶蚀和烧穿。但难焊并不不能焊。通过焊接材料成分体系的科学设计、焊接工艺制度的不断优化,超薄壁换热管的焊接难题可以得到有效的解决。微通道换热器再以平板式换热器为例。现阶段,平板式换热器制造工艺以钎焊和扩散焊两种工艺路线为主。钎焊方法因为服役环境对钎料的限制而存在很大的局限性,而真空扩散焊方法则可以有效地避免这一问题。但后者对工件的加工质量、表面状态以及设备有着极高的要求。随着换热器结构的紧凑化、小型化发展,真空扩散焊的技术优势进一步彰显,但技术难度的加大也显而易见。创阔科技根据时代的需求不断创新技术,开发产品,完全克服换热器微通道的变形与界面结合率之间如何取得良好的平衡直接决定了真空扩散焊工艺的成败。创阔金属科技的团队在各种结构的微通道热交换器结构焊接加工制造方面拥有深厚的技术积累和研发实力。高效换热器加工制作设计找创阔能源科技.
创阔能源科技制作的板式换热器.重量轻,板式换热器的板片厚度为1MM,而管壳式换热器的换热管的厚度为,管壳式的壳体比板式换热器的框架重得多,板式换热器一般只有管壳式重量的1/5左右,采用相同材料,在相同换热面积下,板式换热器价格比管壳式约低百分之四十~百分之六十,热损失小,板式换热器只有传热板的外壳板暴露在大气中,因此板式换热器散热损失可以忽略不计,也不需要保温措施。而管壳式换热器热损失大,需要隔热层。换热器是实现将热能从一种流体传至另一种流体的设备。在简单的换热器中,热流体和冷流体直接混合在一起;比较常见的换热器是热、冷两种流体在换热器中被隔板分开,由于两侧热流体和冷流体的温度差,会形成热交换,即初中物理的热平衡,高温物体的热量总是向低温物体传递,这样就把热侧热量交换给了冷侧,有时我们又称换热器为热交换器。微通道通过各向异性的蚀刻过程可完成加工新型换热器。浙江创阔金属微通道换热器
创阔能源科技加工换热器板片。浙江创阔金属微通道换热器
批量生产时间:根据不同客户的产品焊接需求的厚度和不同的精度管控要求以及订单批量大小,按计划正常一星期内检验出货,也可以分批次提前出货。产品检测及售后:本公司所有的真空扩散焊产品的在制品均采用全程影像炉内在线监控、出货检验均采用先进的二次元影像仪精密检测和金相检测。真空扩散焊接的特点一、焊接过程是在没有液相或较小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和组织与基体一致,接头内不残留任何铸态组织,原始界面消失。因此能保持原有基金属的物理,化学和力学性能,不会改变材料性质!二、扩散焊由于基体不过热或熔化,因此几乎可以在不破坏被焊材料性能的情况下,焊接金属和非金属材料。特别适用焊接用一般焊接方法难以实现,或虽可焊接但性能和结构在焊接过程中容易受到严重破坏的材料。如弥散强化的高温合金,纤维强化的硼—铝复合材料等。三、可焊接不同类型,甚至差别很大的材料。包括异种金属,金属与陶瓷等冶金上互不相溶的材料。四、真空扩散焊接可焊接结构复杂以及厚薄相差很大的工件。五、加热均匀,焊件不变形,不产生残余应力。使工件保持较高精度的几何尺寸和形状。浙江创阔金属微通道换热器
苏州创阔金属科技有限公司成立于2019-01-23年,在此之前我们已在真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工行业中有了多年的生产和服务经验,深受经销商和客户的好评。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司现在主要提供真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工等业务,从业人员均有真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工行内多年经验。公司员工技术娴熟、责任心强。公司秉承客户是上帝的原则,急客户所急,想客户所想,热情服务。创阔严格按照行业标准进行生产研发,产品在按照行业标准测试完成后,通过质检部门检测后推出。我们通过全新的管理模式和周到的服务,用心服务于客户。苏州创阔金属科技有限公司依托多年来完善的服务经验、良好的服务队伍、完善的服务网络和强大的合作伙伴,目前已经得到机械及行业设备行业内客户认可和支持,并赢得长期合作伙伴的信赖。