- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
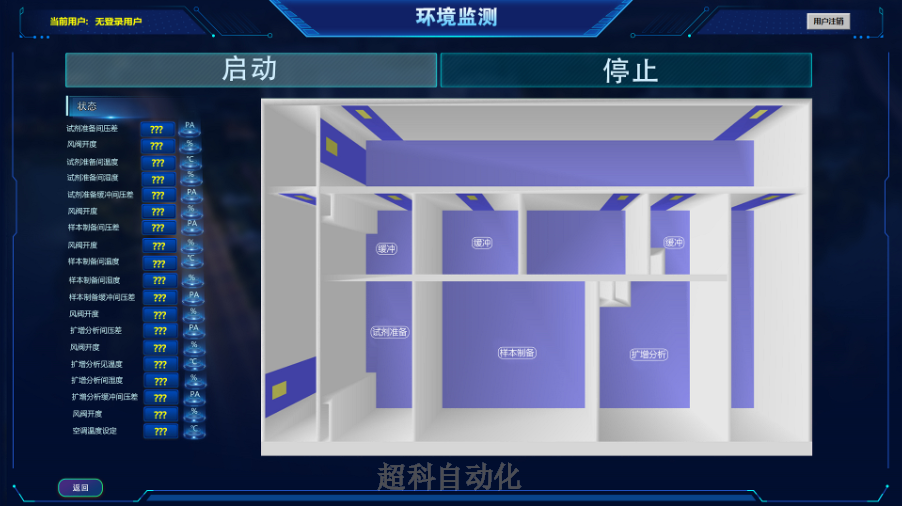
制药车间的GMP认证对恒温恒湿有强制要求,超科科技的系统为此提供了全流程合规保障。在口服液灌装车间,系统通过128个监测点构建三维环境网格,任何一点的温湿度偏离设定值(温度20±2℃,湿度45±5%RH),都会立即触发声光报警并自动启动备用调节模块。系统生成的电子记录可追溯至每一分钟的运行参数,符合FDA的21CFRPart11规范。更值得一提的是,其防交叉污染设计,通过压力梯度控制确保洁净区与非洁净区的空气单向流动,在维持恒温恒湿的同时,杜绝了微生物污染风险。超科自动化,让中央空调恒温恒湿控制智能化。江门恒温恒湿控制箱
变频控制技术的深度应用针对离心式冷水机组,我们开发了"滑模变结构控制算法",将COP提升12%。关键技术包括:1)压缩机喘振预防(监测排气压力波动率);2)导叶开度与变频协调控制(响应时间<3s);3)油温智能调节(38±1℃)。在广州周大福金融中心的应用深刻表明,在40%-80%负荷区间,机组能效比可达6.8以上。配套开发的永磁同步电机驱动系统,采用18位绝对值编码器,实现0.1Hz的速度控制精度。实现变频控制技术的深度应用。江门恒温恒湿控制箱中央空调恒温恒湿控制,超科服务覆盖广。

锂电池生产的匀浆车间,对温湿度有着严苛要求,一旦超标可能引发安全隐患。超科科技的恒温恒湿系统在此类防爆车间中表现较好,采用本质安全型传感器和隔爆型控制箱,通过惰性气体加湿方式,将车间温度严格控制在 20±0.8℃,相对湿度稳定在 30±2% RH,远低于行业安全阈值。系统的泄漏检测功能,能实时监测管道内惰性气体浓度,一旦出现异常立即切断气源并启动备用净化装置。某新能源企业应用该系统后,匀浆工序的浆料稳定性提升 40%,电池循环寿命延长 15%,为安全生产筑牢了防线。
化妆品生产车间的洁净度和温湿度环境直接影响产品质量,超科自动化的中央空调恒温恒湿控制系统在此领域表现出色。系统将乳化车间温度控制在 22±1℃,湿度维持在 50-55% RH,这个环境能确保原料充分混合,避免因温度过高导致的成分失活,化妆品的稳定性提升 40%。在灌装车间,温度控制在 20-22℃,湿度 45-50% RH,减少空气中的微生物附着在产品表面,微生物合格率提升至 99.8%。系统采用全空气系统设计,配合高效过滤器,空气洁净度达到 Class 10000 级,满足化妆品生产的 GMP 标准。某化妆品企业使用该系统后,产品的保质期延长 6 个月,因环境问题导致的批次报废率下降 75%,生产效益大幅提升。恒温恒湿控制,超科为暖通空调注入新活力。

在电子厂房的生产环境中,中央空调恒温恒湿控制的精度直接影响产品良率。广州超科自动化科技有限公司的控制系统能将温度波动控制在 ±0.5℃,湿度偏差稳定在 ±2% RH,完美适配芯片封装车间对微环境的严苛要求。该系统通过多点传感网络实时采集车间不同区域的温湿度数据,经智能算法分析后,动态调节空调机组的送风温度与加湿量,即使在设备启停、人员流动等干扰下,仍能保持环境参数的稳定。某半导体工厂引入这套系统后,芯片封装的不良率下降 35%,因环境波动导致的生产中断次数从每月 5 次减少至 0 次,年节约生产成本超 200 万元。系统还具备远程监控功能,工程师可通过手机 APP 查看实时数据并调整参数,大幅提升了运维效率。超科科技,为中央空调恒温恒湿控制赋能。成都实验室恒温恒湿控制
超科自动化,让中央空调恒温恒湿控制更简单。江门恒温恒湿控制箱
在精密电子实验室中,环境的微小波动都可能影响芯片的测试精度。广州超科自动化科技有限公司的恒温恒湿控制系统,通过分布式传感器实时捕捉温度±0.5℃、湿度±2%RH的细微变化,结合智能算法快速驱动风阀与加湿器联动调节。系统搭载的PLC控制模块可存储100组历史运行数据,支持与实验室MES系统无缝对接,实现环境参数与生产流程的智能匹配。针对洁净室特殊要求,该系统还集成了FFU风机过滤单元的变频控制功能,在维持恒温恒湿的同时,确保洁净度始终符合ISO5级标准,为电子元件的研发生产筑起可靠的环境屏障。江门恒温恒湿控制箱
实验室场景中,恒温恒湿控制是确保实验数据准确、实验结果可复现的 前提,广泛应用于材料科学、医药生物、电子电器等各类科研领域。恒温恒湿试验箱作为实验室恒温恒湿控制的 设备,通过整合制冷、加热、加湿、除湿等子系统,结合先进的控制算法,实现对箱体内温湿度的高精度控制,温度控制精度可达±0.1℃至±0.5℃,湿度控制精度为±2%RH至±5%RH。在材料科学研究中,可模拟极端温湿环境,测试金属材料的腐蚀速率、高分子材料的脆化行为;在医药生物领域,可用于药品稳定性试验、微生物培养,确保实验条件符合ICH指南要求;在电子电器测试中,可通过温湿度循环测试,验证半导体元件、电路板的可靠性,为科研创新与产品质量控...
- 广州无尘车间恒温恒湿控制哪家好 2026-07-06
- 广州恒温恒湿控制工程师 2026-07-05
- 长沙厂房恒温恒湿控制工程 2026-06-20
- 空调恒温恒湿控制厂家 2026-06-19
- 洁净厂房恒温恒湿控制工程师 2026-06-17
- 重庆医院恒温恒湿控制工程师 2026-06-16
- 广州恒温恒湿控制系统厂家 2026-06-12
- 长沙洁净厂房恒温恒湿控制箱 2026-06-11
- 深圳智能恒温恒湿控制工程师 2026-06-10
- 洁净厂房恒温恒湿控制费用 2026-05-27



- 智慧恒温恒湿控制公司 2026-05-18
- 江门智慧恒温恒湿控制咨询 2026-05-07
- 工厂恒温恒湿控制 2026-05-05
- 深圳洁净厂房恒温恒湿控制系统费用 2026-05-04
- 成都医院恒温恒湿控制工程 2026-05-03
- 长沙医院恒温恒湿控制 2026-04-27




- 广州恒温恒湿控制工程师 07-05
- 大型中央空调节能控制系统费用 07-04
- 长沙公共场所中央空调节能控制解决方案 07-03
- 江门医院高效机房工程师 07-02
- 江门智慧空调集中控制 07-01
- 珠海办公楼空调集中控制公司 06-30
- 长沙空调集中控制系统公司 06-29
- 成都厂房空调集中控制系统费用 06-28
- 肇庆学校空调集中控制厂家 06-27
- 长沙医院空调集中控制 06-26