- 品牌
- 杭州海贝机械有限公司
- 型号
- HBZZ-100
- 适用机床
- 磨床,车床,加工中心,组合机床,铣床,镗床
- 额定转速
- 5000
- 最大转速温升
- 30
- 动平衡
- 0.2 mg
- 主轴锥度
- 1:5
- 最大转速噪音
- 30
- 外形尺寸
- 160
- 重量
- 70
- 提供加工定制
- 是
- 是否库存
- 否
- 是否批发
- 是
- 产地
- 杭州
- 厂家
- 杭州海贝
- 0.002
- 0.01
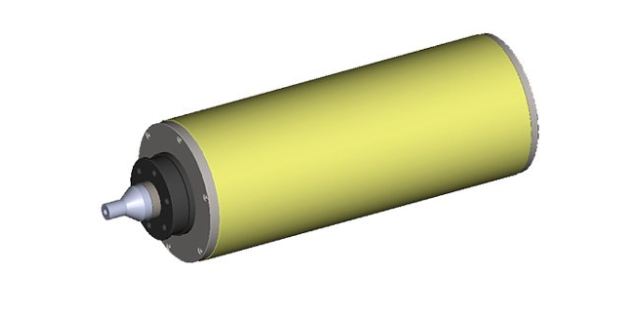
机床主轴是机床的中心部件之一,用于驱动刀具进行切削加工。根据不同的应用需求和工艺要求,机床主轴可以分为以下几种类型:1. 电主轴:电主轴是通过电机驱动的主轴,常见的有交流电主轴和直流电主轴。交流电主轴通常具有较高的转速范围和较大的功率输出,适用于高速切削和重负载加工。直流电主轴具有较高的转矩输出和较宽的转速调节范围,适用于精密加工和变速加工。2. 气动主轴:气动主轴是通过气动驱动的主轴,通常使用气压作为动力源。气动主轴具有快速启停、高转速和较小的惯性特点,适用于轻负载、高速加工和精密加工。3. 液压主轴:液压主轴是通过液压驱动的主轴,通常使用液压油作为动力源。液压主轴具有较大的转矩输出和较稳定的转速特性,适用于重负载加工和高切削力加工。4. 电液主轴:电液主轴是通过电机和液压系统联合驱动的主轴,兼具了电主轴和液压主轴的优点。电液主轴具有较大的转矩输出、较宽的转速范围和较高的刚性,适用于重负载、高速切削和高精度加工。保持机床主轴清洁,及时清理切屑和灰尘,防止杂质进入轴承。宁波数控机床轴承生产商
机床主轴的切削力是指在加工过程中主轴所承受的力,它是影响机床切削性能和加工质量的重要因素之一。切削力的计算对于机床的设计、刀具的选择以及工件的加工具有重要意义。切削力的计算可以通过经验公式、力学分析和仿真模拟等方法进行。下面将介绍一种常用的切削力计算方法——经验公式法。经验公式法是根据实际加工经验和试验数据总结出来的一种计算切削力的简化方法。它基于切削理论和实际加工情况,通过考虑切削速度、进给量、切削深度、材料性质等因素来估算切削力。常用的经验公式包括切削力系数法和切削力公式法。切削力系数法是根据试验数据总结出来的一种计算切削力的经验公式,它将切削力与切削速度、进给量和切削深度等因素联系起来。切削力公式法则是通过理论分析和实验验证得出的一种计算切削力的公式,它将切削力与切削速度、进给量、切削深度和材料性质等因素综合考虑。高压压缩机磨头机床主轴售价机床主轴的平衡对于避免高速旋转时的不均匀磨损和提高加工精度至关重要。
机床主轴的故障诊断技术主要包括以下几种:1. 振动分析:通过对机床主轴振动信号的采集和分析,可以判断主轴是否存在异常振动。异常振动可能是由于轴承磨损、不平衡、轴向间隙过大等原因引起的。振动分析可以通过频谱分析、时域分析等方法进行,从而确定故障的类型和位置。2. 温度监测:主轴在工作过程中会产生热量,通过对主轴温度的监测,可以判断主轴是否存在过热现象。过高的温度可能是由于润滑不良、轴承损坏等原因引起的。温度监测可以通过红外测温仪、温度传感器等设备进行。3. 声音分析:通过对主轴工作时产生的声音进行分析,可以判断主轴是否存在异常噪音。异常噪音可能是由于轴承损坏、齿轮磨损等原因引起的。声音分析可以通过声音传感器和频谱分析仪等设备进行。4. 油液分析:通过对主轴润滑系统中的油液进行分析,可以判断主轴是否存在金属颗粒、水分等污染物。污染的油液可能会导致轴承磨损、润滑不良等问题。油液分析可以通过油液采样和实验室测试等方法进行。
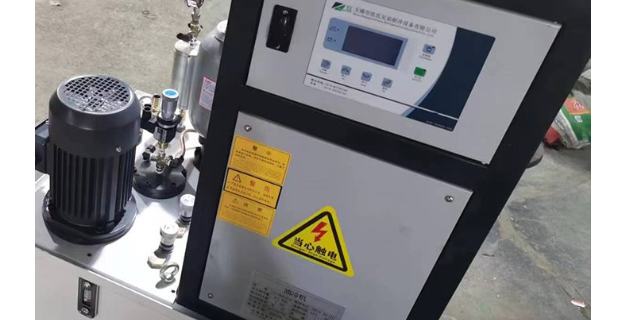
机床主轴是机床的中心部件之一,其正常运转对于机床的工作精度和稳定性至关重要。为了保护机床主轴,减少故障和事故的发生,需要采取一系列的防护措施。以下是常见的机床主轴防护措施:1. 封闭防护:机床主轴通常会采用封闭式设计,即将主轴安装在一个密封的轴箱内,以防止外部杂质进入主轴内部,如灰尘、液体等。轴箱通常采用密封结构,确保主轴的工作环境清洁和稳定。2. 冷却系统:机床主轴在高速运转时会产生大量的热量,为了防止主轴过热,需要安装冷却系统。冷却系统可以通过循环冷却液或气体来降低主轴温度,保持主轴在适宜的工作温度范围内。3. 润滑系统:机床主轴通常需要进行润滑,以减少摩擦和磨损,延长主轴的使用寿命。润滑系统可以采用油润滑或气体润滑,确保主轴的正常运转和良好的润滑效果。4. 传感器监测:为了及时发现主轴的异常情况,可以安装传感器来监测主轴的转速、温度、振动等参数。一旦发现异常,可以及时采取措施进行修复或停机维护,避免进一步损坏主轴。机床主轴的冷却方式有风冷和水冷两种,各有优缺点。
机床主轴的振动问题是机床加工中常见的一个难题,它会影响加工质量、加工精度和工件表面质量。解决机床主轴振动问题需要综合考虑多个因素,并采取一系列措施。以下是一些常见的解决方法:1. 主轴结构设计优化:通过改变主轴的结构设计,如增加主轴的刚度和减小质量不平衡等,可以降低振动的产生。2. 动平衡技术:通过动平衡技术对主轴进行平衡处理,可以减小主轴的振动。动平衡技术包括静态平衡和动态平衡两种方法,可以根据具体情况选择合适的方法。3. 振动监测与控制系统:安装振动传感器和控制系统,实时监测主轴振动情况,并采取相应的控制措施,如调整主轴转速、切削参数等,以减小振动。4. 刀具选择与刀具磨损控制:选择合适的刀具,并控制刀具的磨损情况,可以减小振动的产生。刀具的选择应考虑刚度、切削力和切削稳定性等因素。5. 加工工艺优化:合理设计加工工艺,如减小切削力、减小切削温度等,可以降低振动的产生。6. 润滑与冷却系统优化:合理设计润滑与冷却系统,保证主轴的润滑和冷却效果,减小摩擦和热量的产生,从而减小振动。机床主轴的预紧力会影响其刚性和热变形,需合理设置。宁波数控机床轴承生产商
使用扭矩扳手均匀拧紧轴承盖螺栓,防止因受力不均而损坏主轴。宁波数控机床轴承生产商
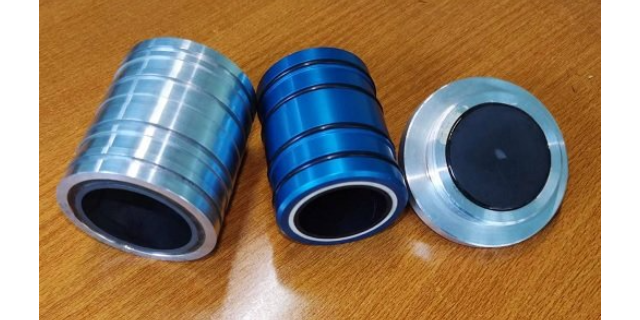
机床主轴的制造公差是指在制造过程中,为了保证主轴的几何形状和尺寸的精度,需要控制的允许偏差范围。主轴的制造公差要求主要包括以下几个方面:1. 几何公差:主轴的几何形状和位置精度是保证其正常运转和工作精度的基础。几何公差包括直线度、圆度、平行度、垂直度等。直线度要求主轴轴线的直线度误差在一定范围内,以保证主轴的旋转平稳;圆度要求主轴的轴承座圆度误差在一定范围内,以保证主轴的旋转精度;平行度和垂直度要求主轴与工作台面或工作台面上的工件平行或垂直,以保证工件加工的精度。2. 尺寸公差:主轴的尺寸公差要求主要包括直径、长度、轴肩等尺寸的精度。直径公差要求主轴的直径误差在一定范围内,以保证主轴与轴承的配合精度;长度公差要求主轴的长度误差在一定范围内,以保证主轴的装配和使用精度;轴肩公差要求主轴轴肩的平面度和垂直度误差在一定范围内,以保证主轴的装配和工作精度。3. 表面质量公差:主轴的表面质量公差要求主要包括表面粗糙度和表面平整度。表面粗糙度要求主轴表面的粗糙度在一定范围内,以保证主轴与轴承的润滑和密封效果;表面平整度要求主轴表面的平整度误差在一定范围内,以保证主轴与轴承的配合精度。宁波数控机床轴承生产商
- 广州工业机床主轴企业 2025-07-14
- 广州机床主轴公司 2025-07-12
- 北京卧式机床主轴哪家好 2025-07-09
- 宁波高速机床主轴价格 2025-07-05
- 大连磨床机床轴承 2025-07-02
- 重庆进口机床主轴采购 2025-06-30
- 青岛卧式机床轴承哪家好 2025-06-29
- 南昌机床主轴货源 2025-06-28
- 杭州数控机床轴承厂家 2025-06-27
- 天津机床轴承供应商 2025-06-26
- 扬州机床主轴生产商 2025-06-25
- 重庆铣床机床轴承价钱 2025-06-24