
数控平旋盘和数控可变径镗头(U轴刀具)的特点和优势:由于数控而且只需一次刀具设置,这减少了换刀和辅助操作的时间,提高了加工精度和生产效率。数控平旋盘和可变径镗头(也称U轴刀具)可在加工过程中实时数控改变切削直径。完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲...
平旋盘基本参数
- 品牌
- 上海木几精密机械
- 型号
- 不限
- 类型
- 平旋盘
- 通用特性
- 高精度,精密,数控,强力
- 外形尺寸
- 300x380x500mm
- 重量
- 130KG
- 是否库存
- 是
- 提供加工定制
- 是
- 产地
- 上海
- 厂家
- 上海木几精密机械有限公司
平旋盘企业商机
平旋盘横向进给指垂直于主轴轴线(工件轴线)的进给运动,用自动进给手柄向前或向后移动,中滑板也跟着向前或向后移动。普通车床的横向进给机构系统主要指刀架部分在电机及变速操纵机构的作用下通过丝杠传递的进给运动,并完成切削的作用。纵向进给指平行于主轴轴线(工件轴线)的进给运动,用自动进给手柄向左或向右移动,中滑板也跟着向左或向右移动。数控平旋盘有滚珠丝杆轴端形式。根据计算出的滚珠丝杠的轴端直径,按照规定的固定轴端和支持轴端的基本形式。可以选择合适的轴端形式。平旋盘可用来加工锥形孔,复杂轮廓变径孔。浙江重切型平旋盘厂家
平旋盘
随着科学技术的发展,机械加工产品产品范围不断扩大,质量的不断提高,功能的不断强大,传统的数控机床加工范围已经满足不了需求,在普通的数控加工中心上大量的结构、尺寸、形态不同的工件难以实现加工生产,还需要有辅助轴联动如B轴、u轴来实现复合加工。于是,数控平旋盘诞生了。数控平旋盘完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲面、球面进行精度良好的加工,能加工复杂轮毂孔,如两头小中间大的瓶状腔。由于数控而且只需一次刀具设置,这减少了换刀和辅助操作的时间,提高了加工精度和生产效率浙江重切型平旋盘厂家重切型数控平旋盘NCFP全系列分为内冷型和不带内冷两种。

数控平旋盘是一种具有U轴功能的机床附件,可以加工许多复杂型面。提出了一种新的数控平旋盘传动机构,它具有传动链短、结构简单、成本低、传递动力大、的特点。下面来说一下,数控平旋盘的主要结构组成。1、首先,数控平旋盘的轴承。丝杠轴承承受的主要是轴向载荷,除自重外,径向丝杠一般无外加载荷,对丝杠的轴承主要要求刚度和精度较高。另外,所配备的轴承要采用尽量小的摩擦力矩。2、滚珠丝杠副的支承形式采用一端固定,一端游动的形式。这种形式需要保持螺母与两支承同轴,所以安装工艺较困难,丝杠的轴向刚度和一端固定,一端自由形式相同,压杆的临界转速和稳定性较高,有热膨胀的余地。3、导轨。由于大中型数控平旋盘应用于重型机械领域,导轨应该有较大的刚度和承载能力。
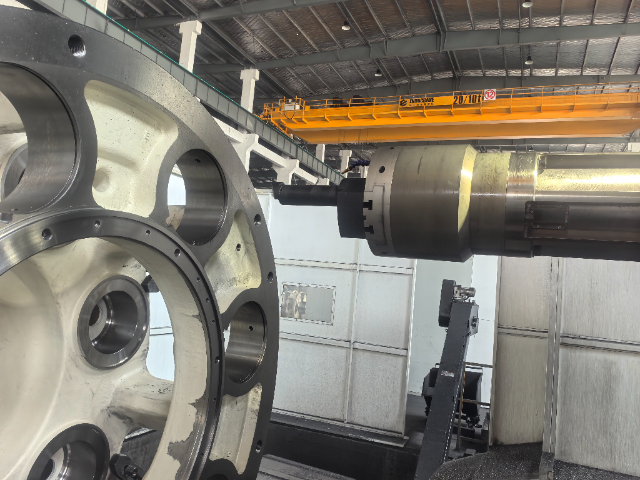
平旋盘作为特殊附件、可安装在落地镗铣床、龙门镗铣床或镗铣加工中心上,扩展机床的使用范围,适合于大直径工件的内外沿、端面、回转曲面的加工,数控平旋盘更是数控机床的重要附件,数控铣镗床、数控龙门镗铣床或镗铣加工中心配备数控平旋盘,可实现多轴控制、对复杂零件进行多面切削加工。常规平旋盘作为特殊附件、可安装在落地镗铣床、龙门镗铣床或镗铣加工中心上,达到扩展使用范围目的。平旋盘分常规型平旋盘和数控平旋盘,适合对大直径工件的内外沿、端面、回转曲面的加工,数控平旋盘更是多轴控制加工数控机床的关键部件,数控撞铣床、数控龙门摸铣床或徨铣加工中心配备数控平旋盘.可对工件实现多轴控制、多面切削的复杂零件加工传统的机械式平旋盘在生产各种复杂型面的时候不能很好的完成加工。

数控平旋盘和数控可变径镗头(U轴刀具)的特点和优势:1、完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲面、球面进行精度良好的加工,能加工复杂轮毂孔,如两头小中间大的瓶状腔;2、一只数控平旋盘和数控可变径镗头相当于无数把镗刀的加工能力;不论用户是设计新产品还是进行产品改进设计,都可以通过重新编写机床的程序进行调整,以适应新的加工要求,而不需要再购买其他的刀具,节省刀具成本;3、该系统有几种固定的连接方式,以确保能够很容易地与机床连接并在机床间互换;4、由于数控而且只需一次刀具设置,这减少了换刀和辅助操作的时间,提高了加工精度和生产效率。平旋盘自动配平 ,可机械手换刀,安装在加工中心。广东数控可变平旋盘哪家好
平旋盘作为镗床的重要部件可以使得加工具有更大的普遍性。浙江重切型平旋盘厂家
一种结构简单,利用空心主轴直接驱动,直接实现旋转运动,借助镗杆的前后移动实现刀具的径向进给,传动链短,提高加工精度的平旋盘。实用新型平旋盘,包括设置在空心主轴与溜板之间的平旋盘壳体,所述平旋盘壳体一端与空心主轴固定相连,另一端连接有一溜板,所述溜板上固定设置有一刀座,所述平旋盘壳体内活动设置有一组合齿轮,所述组合齿轮包括相互重叠且固定相连的小齿轮和大齿轮,小齿轮和大齿轮的中心轴线重合,所述小齿轮通过镗杆齿条与活动设置在空心主轴内的镗杆相连,所述镗杆齿条与镗杆固定相连,大齿轮通过溜板齿条与溜板相连,所述溜板齿条与溜板固定相连。浙江重切型平旋盘厂家
与平旋盘相关的文章

椎管螺纹加工平旋盘制造厂家
- 河南椎管螺纹加工平旋盘定购 2026-07-05
- 精密型平旋盘定购 2026-07-05
- 河南平旋盘咨询问价 2026-07-04
- 变径平旋盘厂家供应 2026-07-04
- 数控变径平旋盘多少钱 2026-07-03
- 江苏平旋盘诚信经营 2026-07-03
- 上海圆锥面加工平旋盘设备厂家 2026-06-27
- 锥面镗削平旋盘采购 2026-06-26
- 多功能平旋盘报价 2026-06-25
- 多功能平旋盘设计厂家 2026-06-25
- 浙江平旋盘咨询问价 2026-06-24
- 小型平旋盘诚信经营 2026-06-24
与平旋盘相关的产品



与平旋盘相关的新闻
-
浙江平旋盘推荐咨询 2026-05-04 03:01:27数控平旋盘半径方向如何走?线路板数控铣床的铣技术包括选择走刀方向、补偿方法、定位方法、框架的结构、下刀点。都是保证铣加工精度的重要方面。走刀方向、补偿方法:当铣刀切入板材时,有一个被切削面总是迎着铣刀的切削刃,而另一面总是逆着铣刀的切削刃。前者,被加工面光洁,尺寸精度高。主轴总是顺时针方向转动。所以...
-
数控自动平旋盘设计 2026-05-04 03:01:27数控平旋盘的特点和优势:1、完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲面、球面进行精度良好的加工,能加工复杂轮毂孔,如两头小中间大的瓶状腔;2、一只数控平旋盘相当于无数把镗刀的加工能力;不论用户是设计新产品还是进行产品改进设计,都可以通过重新编写机床的程...
-
重切型平旋盘预定 2026-04-28 04:01:47机械加工领域中对带有大孔的非规则零件的加工越来越多,所以数控平旋盘结构在镗铣加工中心机床主轴上使用越来越多,但现使用的镗铣床用平旋盘各自存在着一定技术问题(I)在有一个平旋盘滑板的情况下,平旋盘的切削精度和速度有限须增加配重装置;(2)平旋盘在工作时,进给方向传动刚性较差;(3)多径向进给滑板的平旋...
-
大规模平旋盘品质保障 2026-04-27 00:11:16数控可变径镗头(平旋盘)应用在卧式镗铣床、落地式镗床及带有镗杆伸缩功能的各种机床上,完成对箱体、结构件及其他复杂零件的变径镗削加工。平旋盘刀具溜板的径向进给运动,和工作台的纵向进给运动:车床的纵向进给是平行与主轴轴线(工件轴线)的进给运动,自动进给属手柄向右或向左移动,大滑板也跟着向右或向左移动;横...
与平旋盘相关的问题
新闻资讯
产品推荐
-
江苏平旋盘诚信经营
2026-07-03 -

卧式数控机床设计
2026-07-02 -

半闭环控制数控铣床厂家有哪些
2026-07-02 -

三轴联动数控机床售价
2026-07-01 -

辽宁数控车床维修
2026-07-01 -

平行控制数控铣床售卖
2026-06-30 -

标准型数控车床定制
2026-06-30 -
高速数控机床销售商
2026-06-29 -
河北数控铣床采购
2026-06-29