对数控设备使用的电源有以下的要求:电网电压波动应该控制在+10%~-15%之间,而我国电源波动较大,质量差,还隐藏有如高频脉冲这一类的干扰,加上人为的因素(如突然拉闸断电等)。电高峰期间,例如白天上班或下班前的一个小时左右以及晚上,往往超差较多,甚至达到±20%。使机床报警而无法进行正常工作,并对机...
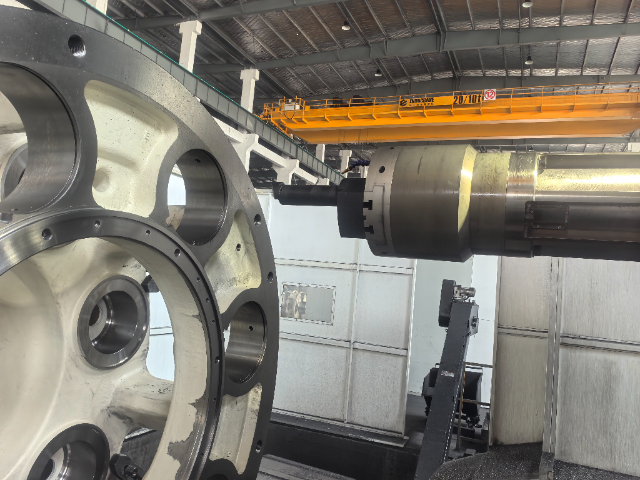
数控机床基本参数
- 品牌
- 上海木几精密机械
- 型号
- 齐全
- 运动方式
- 不限
- 控制方式
- 不限
- 布局形式
- 不限
- 用途
- 不限
- 加工定制
- 是
- 厂家
- 上海木几精密机械有限公司
- 产地
- 上海
数控机床企业商机
数控机床的操作和监控都是在数控单元中完成的,数控机床可以很好的解决复杂、精密、小批量和多品种的零件加工问题,是一种柔性的高效能的自动化机床,除此外还具备许多的特点,下面就由数字控制机床厂家来给大家讲述一下吧。1.对加工对象的适应性强,适应模具等产品单件生产的特点,为模具的制造提供了合适的加工方法;2.加工精度高,具有稳定的加工质量;3.可进行多坐标的联动,能加工形状复杂的零件;4.加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;5.机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍);6.机床自动化程度高,可以减轻劳动强度;7.有利于生产管理的现代化。数控机床使用数字信息与标准代码处理、传递信息,使用了计算机控制方法,为计算机辅助设计、制造及管理一体化奠定了基础;8.对操作人员的素质要求较高,对维修人员的技术要求更高;9.可靠性高。数控机床加工中的刀具选择和切削参数的确定都是在人机交互状态下完成的。外圆数控车床安装

数控车床对刀技巧:对刀分为对刀仪对刀及直接对刀。大部分车床无对刀仪,为直接对刀,以下所说对刀技巧为直接对刀。先选择零件右端面中心为对刀点,并设为零点,数控机床回原点后,每一把需要用到的刀具都以零件右端面中心为零点对刀;刀具接触到右端面输入Z0点击测量,刀具的刀补值里面就会自动记录下测量的数值,这表示Z轴对刀对好了,X对刀为试切对刀,用刀具车零件外圆少些,测量被车外圆数值(如x为20mm)输入x20,点击测量,刀补值会自动记录下测量的数值,这时x轴也对好了;这种对刀方法,就算数控机床断电,来电重启后仍然不会改变对刀值,可适用于大批量长时间生产同一零件,其间关闭车床也不需要重新对刀。河北数控铣床安装数控机床主要是带有驱动装置的数字控制机床。

数控机床加工程序的编制、刀具的选择及人为因素,也可能导致加工精度异常。机械故障导致的加工精度异常,主要应对以下几方面逐一进行检查。1、检查机床精度异常时正运行的加工程序段,特别是刀具长度补偿、加工坐标系(G54~G59)的校对及计算。2、在点动方式下,反复运动Z轴,经过视、触、听对其运动状态诊断,发现Z向运动声音异常,特别是快速点动,噪声更加明显。由此判断,机械方面可能存在隐患。改善电源质量法:一般采用稳压电源,来改善电源波动。对于高频干扰可以采用电容滤波法,通过这些预防性措施来减少电源板的故障。
数控机床是一种用于车削轴类零件和盘类零件的高精度数控机床。它是对基础产品液压套筒尾座、内置左拉门、占地面积较小的二次升级,旨在对结构进行优化,以满足用户企业在各方面升级改造的需要,应用范围非常普遍。数控车床每日换油养护五大要点:1、检查主轴内锥孔内吹风是否正常,用干净棉布擦拭主轴内锥孔,喷洒轻油;2、检查润滑剂表面高度,确保机器润滑;3、检查冷却液箱内冷却液是否足够,如果不够及时添加;4、检查气动三联件的油位高度,约为整个油管高度的2/3,每天气动三级过滤罐内的水蒸气通过排水开关排出;5、检查空气压力,放松调整旋钮,依右旋增压,左旋减压原则调整压力,一般设定为5-7KG/CM2,压力开关通常设定为5KG/CM2,低于5KG/CM2时报警,系统管理出现“LOWAIRPRESSURE”报警,压力升高后,报警信息消失。数控机床相比较于传统的设备具有较为突出的性能优势。

数控机床机械零部件安装调试,主轴轴承的设备调试注意事项(1)单个轴承的设备调试设备时尽也许使主轴定位内孔与主轴轴径的偏疼量和轴承内圈与滚道的偏疼量接近,并使其方向相反,这样可使设备后的偏疼量减小。(2)两个轴承的设备调试两支持的主轴轴承设备时,应使前、后两支持轴承的偏疼量方向相同,并恰当挑选偏疼距的大小。前轴承的精度应比后轴承的精度高一个等级,以使设备后主轴部件的前端定位外表的偏疼量较小。在修理机床拆开主轴轴承时,因原生产厂家已调整好轴承的偏疼方位,所以要在拆开前做好圆周方向方位记号,确保重新设备后轴承与主轴的原相对方位不变,削减对主轴部件的影响。数控机床的加工精度一般可达0.05—0.1MM。平行控制数控机床厂商
评价数控机床技术性能的指标较终可归结为加工精度和生产效率。外圆数控车床安装
当前对于数控加工领域来说,提升经济型数控机床加工精度一直以来都是人们研究的重点,同时也是进行数控机床改造的主要方向,对数控机床加工领域的发展有着非常重要的意义。分析步进电机驱动经济型数控机床的加工精度主要影响因素,提出促进精度提升的主要策略和方法。进给机构对数控机床加工精度的影响:1.滚珠丝杠导程误差的影响;滚珠丝杠在加工制造中存在导程误差,很多情况下都是无法避免的。根据目前的计算标准,丝杠导程误差导致的脉冲当量误差可以按照下式进行计算:Δkd=αiΔt/360因此,在数控机床的加工制造环节,应该选择精度比较高的滚珠丝杠部件,减小丝杠导程误差,从而可以促进机床加工精度的提升。2.进给机构间隙的影响;在进给机构各个元件的组成中,会因为多个间隙共同存在而导致工作台的精度无法达到要求,尤其是在运动换向的过程中,会因为间隙的存在而直接影响数控机床的加工精度。外圆数控车床安装
与数控机床相关的文章

全闭环控制数控铣床厂家有哪些
- 开环控制数控铣床品牌哪家好 2026-07-11
- 高精度数控车床订购 2026-07-10
- 平行控制数控铣床哪个牌子好 2026-07-10
- 普通型数控车床售卖 2026-07-09
- 四轴数控机床维修 2026-07-09
- 高精度数控车床多少钱 2026-07-08
- 江苏数控铣床维护 2026-07-08
- 小型数控车床维修 2026-07-07
- 四轴联动数控铣床设计 2026-07-07
- 批量加工数控铣床多少钱 2026-07-06
- 卧式数控机床设计 2026-07-02
- 半闭环控制数控铣床厂家有哪些 2026-07-02
与数控机床相关的产品



与数控机床相关的新闻
-
高速数控机床销售商 2026-06-29 01:01:33数控机床故障诊断测量比较法:为检测方便,模块或单元上设有检测端子,利用万用表、示波器等仪器仪表,通过这些端子检测到的电平或波形,将正常值与故障时的值相比较,可以分析出故障的原因及故障的所在位置。由于数控机床具有综合性和复杂性的特点,引起故障的因素是多方面的。上述故障诊断方法有时要几种同时应用,对故障...
-
河北数控铣床采购 2026-06-29 00:11:53伺服系统是数控机床的重要组成部分,用于实现数控机床的进给伺服控制和主轴伺服控制。伺服系统的作用是把接受来自数控装置的指令信息,经功率放大、整形处理后,转换成机床执行部件的直线位移或角位移运动。由于伺服系统是数控机床的之后环节,其性能将直接影响数控机床的精度和速度等技术指标,因此,对数控机床的伺服驱动...
-
精密数控车床安装 2026-06-28 02:00:48数控机床是信息技术与机械制造技术相结合的产物,代替了现代基础机械的技术水平与发展趋势。近年来,我国数控机床工业发展较快,目前已有数控机床生产厂近百家。为加快我国数控机床工业的发展,更好地满足国民经济发展的需要。数控机床具有以下明显特点:1)适合于复杂异形零件的加工。2)实现计算机控制,排除人为误差。...
-
三轴联动数控铣床哪家好 2026-06-28 01:00:40数控机床现代CNC系统自诊断功能可以分为以下两类:开机自诊断开机自诊断是指从每次通电开始至进入正常的运行准备状态为止,系统内部的诊断程序自动执行对CPU、存储器、总线、I/O单元等模块、印制线路板、CRT单元、光电阅读机及软盘驱动器等设备运行前的功能测试,确认系统的主要硬件是否可以正常工作。故障信息...
与数控机床相关的问题
新闻资讯
产品推荐
-

批量加工数控铣床多少钱
2026-07-06 -

河南椎管螺纹加工平旋盘定购
2026-07-05 -

精密型平旋盘定购
2026-07-05 -

河南平旋盘咨询问价
2026-07-04 -

变径平旋盘厂家供应
2026-07-04 -

数控变径平旋盘多少钱
2026-07-03 -
江苏平旋盘诚信经营
2026-07-03 -

卧式数控机床设计
2026-07-02 -
半闭环控制数控铣床厂家有哪些
2026-07-02