数控平旋盘和数控可变径镗头(U轴刀具)的特点和优势:由于数控而且只需一次刀具设置,这减少了换刀和辅助操作的时间,提高了加工精度和生产效率。数控平旋盘和可变径镗头(也称U轴刀具)可在加工过程中实时数控改变切削直径。完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲...
平旋盘基本参数
- 品牌
- 上海木几精密机械
- 型号
- 不限
- 类型
- 平旋盘
- 通用特性
- 高精度,精密,数控,强力
- 外形尺寸
- 300x380x500mm
- 重量
- 130KG
- 是否库存
- 是
- 提供加工定制
- 是
- 产地
- 上海
- 厂家
- 上海木几精密机械有限公司
平旋盘企业商机
在数控机床上,数控平旋盘属于一种多功能的机床附件,通常用来辅助加工各种复杂表面。传统的平旋盘分为两类,一类为机械式,只能在加工时作单轴径向移动,无法实现与多轴的联动控制;另一类是数控平旋盘,在主切削运动时,平旋盘可实现径向进给,实现复合加工。机械式平旋盘由于适用范围较小,通常在生产中复杂型面的加工不易完成,因此,数控平旋盘正逐步取代机械式。也从初始的数控平旋盘结构复杂、不易维护、传递动力小的缺点上不断改进,具有结构简单、传递动力大、传动链短、成本低的特点。平旋盘通过与机床的辅助控制功能连接,实现U轴控制。锥面镗削平旋盘供应厂家

机械加工领域中对带有大孔的非规则零件的加工越来越多,所以数控平旋盘结构在镗铣加工中心机床主轴上使用越来越多,但现使用的镗铣床用平旋盘各自存在着一定技术问题(I)在有一个平旋盘滑板的情况下,平旋盘的切削精度和速度有限须增加配重装置;(2)平旋盘在工作时,进给方向传动刚性较差;(3)多径向进给滑板的平旋盘结构复杂,且占用主轴箱部位体积较大;(4)对于直径较小的平旋盘,配置双滑板侧行程受到很大限制。此外,在机床制造中有些零件的内孔中有需要加工的槽,这就需要镗床加工,并且需要镗刀有径向进给的功能。在镗床上加工箱体零件与镗削内孔位置精度高的大断面、以及版辊的两端锥孔和端面的加工,用镗刀径向进给的方法才容易保证加工精度,而传统镗刀径向调整需要手动调整,无法实现与其他伺服轴实现插补运动,导致加工零件效率低,质量差。建筑机械用平旋盘加工生产在数控机床上,平旋盘属于一种多功能的机床附件。

在普通的数控加工中心上大量的结构、尺寸、形态不同的工件难以实现加工生产,还需要有辅助轴联动如B轴、u轴来实现复合加工。数控平旋盘,在主切削运动时,平旋盘可实现径向进给,实现复合加工。机械式平旋盘由于适用范围较小,通常在生产中复杂型面的加工不易完成,因此,数控平旋盘正逐步取代机械式。也从初始的数控平旋盘结构复杂、不易维护、传递动力小的缺点上不断改进,具有结构简单、传递动力大、传动链短、成本低的特点。平旋盘也叫U轴刀具,U轴一般是指平行于机床的X轴的轴,U轴刀具可在U轴方向实时数控变径使得在加工中心等机床上也能完成过去只能由车床完成的加工。
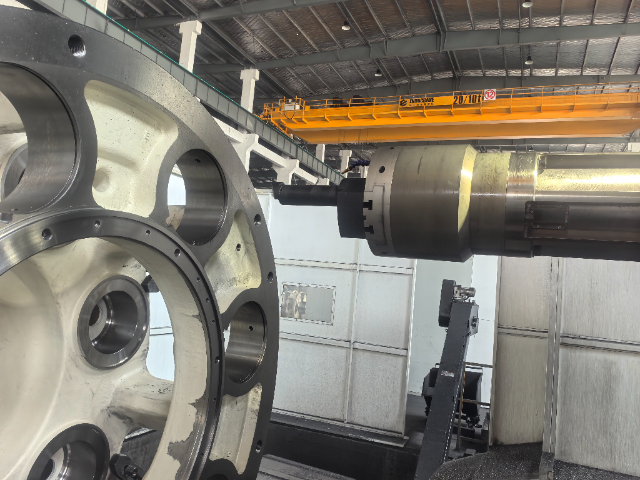
数控平旋盘和数控可变径镗头(也称U轴刀具)应用在卧式镗铣床、落地式镗床及带有伸缩轴功能加工中心及各种专机机床上。旋盘可以使得主旋转运动与镗刀线性运动之间相配合,且无干涉互不影响,可以实现镗刀与其他伺服轴的插补运动,提高零件的加工效率和质量。数控而且只需一次刀具设置,这减少了换刀和辅助操作的时间,提高了加工精度和生产效率。数控平旋盘和可变径镗头(也称U轴刀具)可在加工过程中实时数控改变切削的直径。平旋盘选购时需要注意哪些方面?传统的机械式平旋盘在生产各种复杂型面的时候不能很好的完成加工。

数控平旋盘是一种新型的工业应用设备,它的诞生提高了生产效率,促进了工业自动化的发展。下面小编来具体介绍一下数控平旋盘。数控平旋盘包括滑块、齿轮、滚珠丝杠、交流伺服电机,伺服电机与由行星轮系组成的差动机构连接,通过齿轮、锥齿轮与双滚珠丝杠副连接,滚珠丝杠副的螺母与平旋盘滑块连接,另外由交流伺服电机带动一对啮合齿轮,啮合齿轮与滚珠丝杠连接,滚珠丝杠通过滚珠丝杠螺母与撞块相连,通过撞块移动压合固定在主轴箱上的零点开关、正向极限开关和负向极限开关。本实用新型定位精度高,实现平旋盘切削的数控化。数控平旋盘特点:不需要再购买其他的刀具,节省刀具成本。建筑机械用平旋盘加工生产
数控平旋盘特点:由于数控而且只需一次刀具设置,这减少了换刀和辅助操作的时间。锥面镗削平旋盘供应厂家
数控平旋盘的特点和优势:1、完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲面、球面进行精度良好的加工,能加工复杂轮毂孔,如两头小中间大的瓶状腔;2、一只数控平旋盘相当于无数把镗刀的加工能力;不论用户是设计新产品还是进行产品改进设计,都可以通过重新编写机床的程序进行调整,以适应新的加工要求,而不需要再购买其他的刀具,节省刀具成本;3、该系统有几种采用法兰固定的连接方式,以确保能够很容易地与机床连接并在机床间互换;4、由于数控而且只需一次刀具设置,这减少了换刀和辅助操作的时间,提高了加工精度和生产效率。5、由于需要数控信号控制,平旋盘需要集成到数控系统,安装应用比较复杂,且对数控系统要控制轴数要求。锥面镗削平旋盘供应厂家
与平旋盘相关的文章

椎管螺纹加工平旋盘制造厂家
- 河南椎管螺纹加工平旋盘定购 2026-07-05
- 精密型平旋盘定购 2026-07-05
- 河南平旋盘咨询问价 2026-07-04
- 变径平旋盘厂家供应 2026-07-04
- 数控变径平旋盘多少钱 2026-07-03
- 江苏平旋盘诚信经营 2026-07-03
- 上海圆锥面加工平旋盘设备厂家 2026-06-27
- 锥面镗削平旋盘采购 2026-06-26
- 多功能平旋盘报价 2026-06-25
- 多功能平旋盘设计厂家 2026-06-25
- 浙江平旋盘咨询问价 2026-06-24
- 小型平旋盘诚信经营 2026-06-24
与平旋盘相关的产品



与平旋盘相关的新闻
-
浙江平旋盘推荐咨询 2026-05-04 03:01:27数控平旋盘半径方向如何走?线路板数控铣床的铣技术包括选择走刀方向、补偿方法、定位方法、框架的结构、下刀点。都是保证铣加工精度的重要方面。走刀方向、补偿方法:当铣刀切入板材时,有一个被切削面总是迎着铣刀的切削刃,而另一面总是逆着铣刀的切削刃。前者,被加工面光洁,尺寸精度高。主轴总是顺时针方向转动。所以...
-
数控自动平旋盘设计 2026-05-04 03:01:27数控平旋盘的特点和优势:1、完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲面、球面进行精度良好的加工,能加工复杂轮毂孔,如两头小中间大的瓶状腔;2、一只数控平旋盘相当于无数把镗刀的加工能力;不论用户是设计新产品还是进行产品改进设计,都可以通过重新编写机床的程...
-
重切型平旋盘预定 2026-04-28 04:01:47机械加工领域中对带有大孔的非规则零件的加工越来越多,所以数控平旋盘结构在镗铣加工中心机床主轴上使用越来越多,但现使用的镗铣床用平旋盘各自存在着一定技术问题(I)在有一个平旋盘滑板的情况下,平旋盘的切削精度和速度有限须增加配重装置;(2)平旋盘在工作时,进给方向传动刚性较差;(3)多径向进给滑板的平旋...
-
大规模平旋盘品质保障 2026-04-27 00:11:16数控可变径镗头(平旋盘)应用在卧式镗铣床、落地式镗床及带有镗杆伸缩功能的各种机床上,完成对箱体、结构件及其他复杂零件的变径镗削加工。平旋盘刀具溜板的径向进给运动,和工作台的纵向进给运动:车床的纵向进给是平行与主轴轴线(工件轴线)的进给运动,自动进给属手柄向右或向左移动,大滑板也跟着向右或向左移动;横...
与平旋盘相关的问题
新闻资讯
产品推荐
-

精密型平旋盘定购
2026-07-05 -

河南平旋盘咨询问价
2026-07-04 -

变径平旋盘厂家供应
2026-07-04 -

数控变径平旋盘多少钱
2026-07-03 -
江苏平旋盘诚信经营
2026-07-03 -

卧式数控机床设计
2026-07-02 -

半闭环控制数控铣床厂家有哪些
2026-07-02 -

三轴联动数控机床售价
2026-07-01 -

辽宁数控车床维修
2026-07-01