数控平旋盘和数控可变径镗头(U轴刀具)的特点和优势:由于数控而且只需一次刀具设置,这减少了换刀和辅助操作的时间,提高了加工精度和生产效率。数控平旋盘和可变径镗头(也称U轴刀具)可在加工过程中实时数控改变切削直径。完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲...
平旋盘基本参数
- 品牌
- 上海木几精密机械
- 型号
- 不限
- 类型
- 平旋盘
- 通用特性
- 高精度,精密,数控,强力
- 外形尺寸
- 300x380x500mm
- 重量
- 130KG
- 是否库存
- 是
- 提供加工定制
- 是
- 产地
- 上海
- 厂家
- 上海木几精密机械有限公司
平旋盘企业商机
机械加工领域中对带有大孔的非规则零件的加工越来越多,所以数控平旋盘结构在镗铣加工中心机床主轴上使用越来越多,但现使用的镗铣床用平旋盘各自存在着一定技术问题(I)在有一个平旋盘滑板的情况下,平旋盘的切削精度和速度有限须增加配重装置;(2)平旋盘在工作时,进给方向传动刚性较差;(3)多径向进给滑板的平旋盘结构复杂,且占用主轴箱部位体积较大;(4)对于直径较小的平旋盘,配置双滑板侧行程受到很大限制。此外,在机床制造中有些零件的内孔中有需要加工的槽,这就需要镗床加工,并且需要镗刀有径向进给的功能。在镗床上加工箱体零件与镗削内孔位置精度高的大断面、以及版辊的两端锥孔和端面的加工,用镗刀径向进给的方法才容易保证加工精度,而传统镗刀径向调整需要手动调整,无法实现与其他伺服轴实现插补运动,导致加工零件效率低,质量差。平旋盘可以使得主旋转运动与镗刀线性运动之间相配合。上海品质平旋盘

数控平旋盘是一种具有U轴功能的机床附件,可以加工许多复杂型面。提出了一种新的数控平旋盘传动机构,它具有传动链短、结构简单、成本低、传递动力大、的特点。还有滚珠丝杆轴端形式。根据计算出的滚珠丝杠的轴端直径,按照规定的固定轴端和支持轴端的基本形式。可以选择合适的轴端形式。,数控平旋盘的轴承。丝杠轴承承受的主要是轴向载荷,除自重外,径向丝杠一般无外加载荷,对丝杠的轴承主要要求刚度和精度较高。另外,所配备的轴承要采用尽量小的摩擦力矩安徽平旋盘价格查询数控平旋盘加工类型:反镗和反向端面镗削、倒角、径向沟槽和端面沟槽、螺纹等。

由于大中型数控平旋盘应用于重型机械领域,导轨应该有较大的刚度和承载能力。除此之外,还有滚珠丝杆轴端形式。一只数控平旋盘和数控可变径镗头相当于无数把镗刀的加工能力。数控平旋盘结构复杂、不易维护、传递动力小,它具有结构简单、传递动力大、传动链短、成本低的特点。机械式平旋盘由于适用范围较小,通常在生产中复杂型面的加工不易完成,因此,数控平旋盘正逐步取代机械式。数控平旋盘是一种具有U轴功能的机床附件,可以加工许多复杂型面。
随着机械加工产品产品范围的不断扩大、质量的不断提高、功能的不断强大,传统的数控机床加工范围已经满足不了需求,在普通的数控加工中心上大量的结构、尺寸、形态不同的工件难以实现加工生产。在数控机床上,平旋盘属于一种多功能的机床附件,通常用来辅助加工各种复杂表面。传统的平旋盘分为两类:一类为机械式,只能在加工时作单轴径向移动,无法实现与多轴的联动控制。另一类是数控式平旋盘,在主切削运动时,平旋盘可实现径向进给,实现复合加工。机械式数控平旋盘由于适用范围较小,通常在生产中复杂型面的加工不易完成,因此,数控平旋盘正逐步取代机械式。平旋盘利用U轴功能对珩磨工具进行径向数控控制,还可以进行精度良好的珩磨加工。

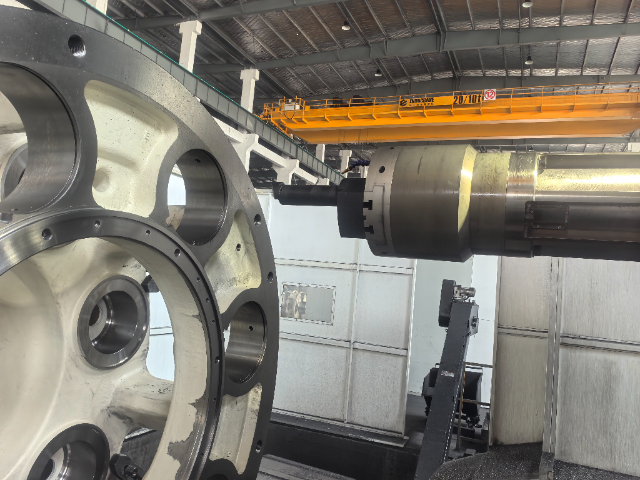
数控平旋盘和数控可变径镗头(也称U轴刀具)应用在卧式镗铣床、落地式镗床及带有伸缩轴功能加工中心及各种专机机床上,完成对箱体、结构件及其他复杂零件的变径镗削加工。数控平旋盘针对自动换刀而设计,可以应用于所有加工中心,可以在刀具旋转的同时,通过U驱动单元驱动滑板径向进给。该U驱动单元由CNC的“U”轴直接控制,与其他数控轴联动插补,加工中心可以完成内外圆加工,切槽,锥面的镗削,凹凸圆角的加工,圆柱及椎管螺纹的加工,复杂型面的加工等。数控平旋盘特点:可加工过程中实时变径,因此可以对曲面、球面进行精度良好的加工。内蒙古正规平旋盘
平旋盘在加工过程中实时变径。上海品质平旋盘
随着科学技术的发展,机械加工产品产品范围不断扩大,质量的不断提高,功能的不断强大,传统的数控机床加工范围已经满足不了需求,在普通的数控加工中心上大量的结构、尺寸、形态不同的工件难以实现加工生产,还需要有辅助轴联动如B轴、u轴来实现复合加工。于是,数控平旋盘诞生了。数控平旋盘完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲面、球面进行精度良好的加工,能加工复杂轮毂孔,如两头小中间大的瓶状腔。由于数控而且只需一次刀具设置,这减少了换刀和辅助操作的时间,提高了加工精度和生产效率上海品质平旋盘
与平旋盘相关的文章

椎管螺纹加工平旋盘制造厂家
- 河南椎管螺纹加工平旋盘定购 2026-07-05
- 精密型平旋盘定购 2026-07-05
- 河南平旋盘咨询问价 2026-07-04
- 变径平旋盘厂家供应 2026-07-04
- 数控变径平旋盘多少钱 2026-07-03
- 江苏平旋盘诚信经营 2026-07-03
- 上海圆锥面加工平旋盘设备厂家 2026-06-27
- 锥面镗削平旋盘采购 2026-06-26
- 多功能平旋盘报价 2026-06-25
- 多功能平旋盘设计厂家 2026-06-25
- 浙江平旋盘咨询问价 2026-06-24
- 小型平旋盘诚信经营 2026-06-24
与平旋盘相关的产品



与平旋盘相关的新闻
-
浙江平旋盘推荐咨询 2026-05-04 03:01:27数控平旋盘半径方向如何走?线路板数控铣床的铣技术包括选择走刀方向、补偿方法、定位方法、框架的结构、下刀点。都是保证铣加工精度的重要方面。走刀方向、补偿方法:当铣刀切入板材时,有一个被切削面总是迎着铣刀的切削刃,而另一面总是逆着铣刀的切削刃。前者,被加工面光洁,尺寸精度高。主轴总是顺时针方向转动。所以...
-
数控自动平旋盘设计 2026-05-04 03:01:27数控平旋盘的特点和优势:1、完全数控,主轴旋转的同时,刀具可以沿径向进行数控控制,可加工过程中实时变径,因此可以对曲面、球面进行精度良好的加工,能加工复杂轮毂孔,如两头小中间大的瓶状腔;2、一只数控平旋盘相当于无数把镗刀的加工能力;不论用户是设计新产品还是进行产品改进设计,都可以通过重新编写机床的程...
-
重切型平旋盘预定 2026-04-28 04:01:47机械加工领域中对带有大孔的非规则零件的加工越来越多,所以数控平旋盘结构在镗铣加工中心机床主轴上使用越来越多,但现使用的镗铣床用平旋盘各自存在着一定技术问题(I)在有一个平旋盘滑板的情况下,平旋盘的切削精度和速度有限须增加配重装置;(2)平旋盘在工作时,进给方向传动刚性较差;(3)多径向进给滑板的平旋...
-
大规模平旋盘品质保障 2026-04-27 00:11:16数控可变径镗头(平旋盘)应用在卧式镗铣床、落地式镗床及带有镗杆伸缩功能的各种机床上,完成对箱体、结构件及其他复杂零件的变径镗削加工。平旋盘刀具溜板的径向进给运动,和工作台的纵向进给运动:车床的纵向进给是平行与主轴轴线(工件轴线)的进给运动,自动进给属手柄向右或向左移动,大滑板也跟着向右或向左移动;横...
与平旋盘相关的问题
新闻资讯
产品推荐
-

精密型平旋盘定购
2026-07-05 -

河南平旋盘咨询问价
2026-07-04 -

变径平旋盘厂家供应
2026-07-04 -

数控变径平旋盘多少钱
2026-07-03 -
江苏平旋盘诚信经营
2026-07-03 -

卧式数控机床设计
2026-07-02 -

半闭环控制数控铣床厂家有哪些
2026-07-02 -

三轴联动数控机床售价
2026-07-01 -

辽宁数控车床维修
2026-07-01