- 品牌
- 无
- 型号
- 齐全
- 成型工艺
- 注射模,吹塑模
- 工序组合类型
- 级进模/连续模
- 浇注系统
- 绝热流道模,热流道模,无流道模
- 型腔数目
- 多型腔,单型腔
- 加工定制
- 是
- 加工设备数量
- 35
- 模具寿命
- 150万
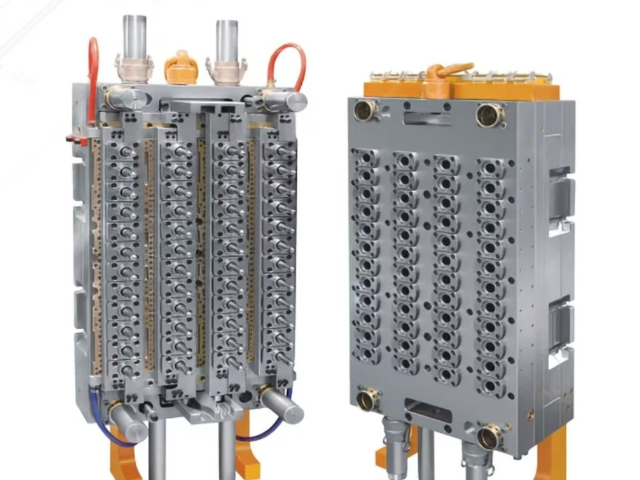
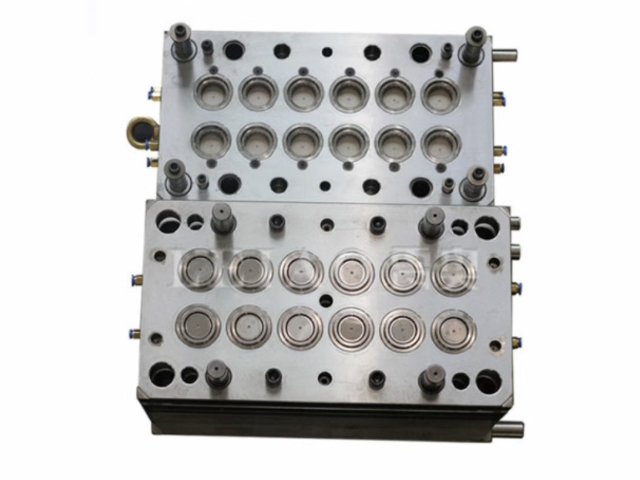
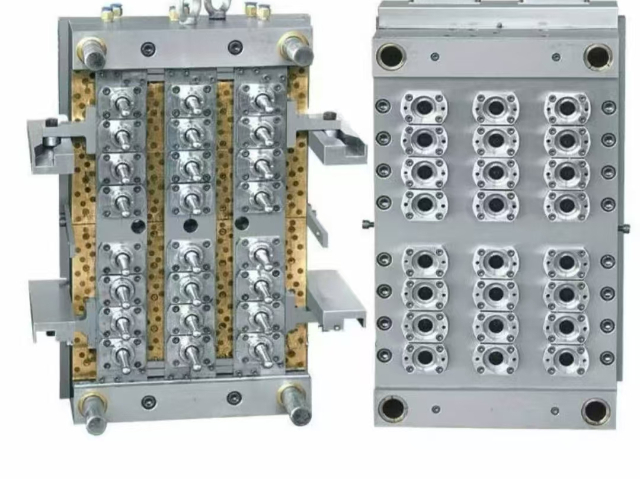
注塑模具是塑料成型工业中的中心工具,通过高压将熔融塑料注入闭合的金属模腔,经冷却固化后形成特定形状的制品。其本质是“工业母机”,决定了产品的尺寸精度、表面质量及生产效率。模具由动模、定模、型芯、型腔、浇注系统、冷却系统等模块组成,各部分精密配合以实现塑料的充模、保压、冷却和脱模。注塑模具的应用覆盖汽车、电子、医疗、日用品等全行业,例如汽车保险杠、手机外壳、医用注射器等均依赖模具生产。与传统加工方式相比,注塑模具具有高重复性、低成本大规模制造的优势,单套模具寿命可达数十万次,明显降低单位产品成本。随着材料科学进步,模具已从单一金属材质(如P20钢)向复合材料(如铍铜+钢)发展,以适应高温、高耐磨等特殊需求。注塑模具的设计需考虑到生产线的布局。青海化妆品瓶盖注塑模具哪家好
在设计瓶盖注塑模具时,有几个关键要点需要考虑。首先,模具的结构设计要合理,确保在注塑过程中能够顺利排气,避免气泡和缺陷的产生。其次,模具的流道设计要优化,以确保塑料熔体能够均匀流入模具的每个腔体,避免出现流动不均的现象。此外,模具的分型面设计也非常重要,合理的分型面能够减少成型时的摩擦,降低模具磨损。蕞后,模具的冷却系统设计要科学,确保模具在成型过程中能够快速降温,提高生产效率。瓶盖注塑模具的材料选择直接影响到模具的性能和使用寿命。常用的模具材料包括P20、H13、S136等,这些材料具有良好的耐磨性和耐腐蚀性,适合强度高度的注塑生产。P20钢材因其良好的加工性能和适中的硬度,常被用于中等生产量的模具。而H13钢材则因其优异的耐热性和耐磨性,适合用于高温、高压的注塑环境。S136不锈钢则因其优良的抗腐蚀性,适合用于生产食品和医药包装的瓶盖。在选择材料时,还需考虑模具的使用环境和生产要求,以确保模具的性能能够满足生产需求。四川饮料瓶盖注塑模具价格模具的表面粗糙度直接影响到成品的光泽度。
注塑模具的设计流程通常包括需求分析、方案设计、详细设计和验证几个阶段。首先,设计师需要与客户沟通,了解产品的功能、外观和生产数量等要求。接着,进行方案设计,确定模具的基本结构和工艺参数。在详细设计阶段,设计师会使用CAD软件绘制模具的三维模型,并进行力学分析和流动分析,以优化模具的性能。蕞后,通过样品测试和调整,验证模具的设计是否满足生产要求。整个设计流程需要多次迭代,以确保模具的高效性和可靠性。注塑模具的制造工艺包括切削加工、热处理、表面处理等多个环节。首先,采用数控机床进行精密切削加工,确保模具各部分的尺寸和形状符合设计要求。然后,通过热处理提高模具的硬度和耐磨性,以延长使用寿命。表面处理则可以改善模具的光洁度,减少塑料与模具之间的摩擦,降低脱模难度。制造过程中,工艺参数的控制至关重要,任何细微的误差都可能导致模具的失效或产品的缺陷。因此,制造工艺的每一个环节都需要严格把控,以确保模具的高质量。
注塑模具的设计流程通常包括需求分析、初步设计、详细设计和验证几个阶段。首先,设计师需要与客户沟通,明确产品的功能、外观和生产数量等要求。接下来,设计师会进行初步设计,确定模具的基本结构和尺寸。在详细设计阶段,设计师会使用计算机辅助设计(CAD)软件进行三维建模,考虑冷却系统、排气系统和浇口设计等关键因素。蕞后,设计完成后需要进行模具的验证,包括模拟注塑过程和实际试模,以确保模具能够正常工作并生产出符合要求的产品。整个设计流程需要充分考虑材料的选择、加工工艺和成本控制,以实现比较好的生产效率和经济效益。注塑模具的冷却通道设计需确保均匀冷却。

模具设计需综合考虑材料特性、产品结构、注塑工艺三方面因素。首先,根据塑料种类(如ABS、PP)确定收缩率,调整模腔尺寸补偿变形。其次,分型面设计需避免倒扣,确保顺利脱模;复杂结构常采用滑块或斜顶机构。此外,冷却水道布局直接影响成型周期,均匀排布可缩短冷却时间20%以上。现代设计依赖CAD/CAE软件(如UG、Moldflow)模拟熔体流动和冷却过程,优化浇口位置和保压参数。例如,汽车仪表盘模具需通过模拟避免熔接线影响强度,同时满足毫米级精度要求。模具的热处理工艺可以提高其硬度和耐磨性。四川饮料瓶盖注塑模具价格
高质量的注塑模具能减少生产过程中的废品率。青海化妆品瓶盖注塑模具哪家好
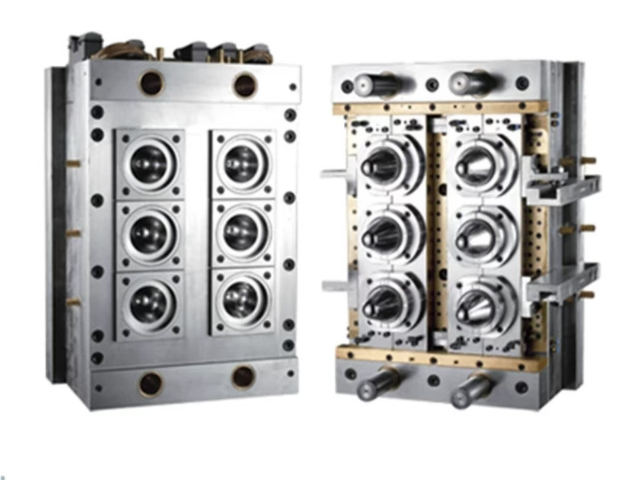
注塑模具是塑料制品生产的中心工具,通过高压将熔融塑料注入模腔,冷却固化后形成特定形状的零件。模具通常由钢或铝合金制成,结构包括模仁、模架、顶出系统、冷却系统等。其设计直接影响产品精度、表面质量和生产效率。例如,手机壳、玩具、汽车零部件等大批量塑料制品均依赖注塑模具实现规模化生产。高质量的模具能减少飞边、缩痕等缺陷,同时延长使用寿命,降低单件成本。随着工业4.0发展,智能模具(如带传感器的模温控制系统)进一步提升了生产稳定性和自动化水平。青海化妆品瓶盖注塑模具哪家好
瓶盖注塑模具的材料选择需兼顾耐磨性、耐腐蚀性与成型稳定性,同时平衡成本与使用寿命。型腔、型芯等关键成型部件,优先选用预硬型塑料模具钢,如S136、H13等。S136钢具有优异的耐腐蚀性与抛光性能,经过淬火回火处理后硬度可达HRC48-52,适用于生产PET、PP等腐蚀性较弱的瓶盖材料,能有效避免模具表面出现锈蚀与划痕;H13钢则具备更高的耐磨性与高温强度,适合生产高产量的PP瓶盖,可承受长期注塑过程中的高温高压冲击。模具的模板、导柱等辅助部件,通常选用45#钢或P20钢,经调质处理后保证足够的强度与韧性。此外,对于接触腐蚀性熔料的部件,还需进行氮化处理或镀铬处理,进一步提升表面硬度与耐腐蚀性。...
- 安徽30口管坯注塑模具哪家性价比高 2026-02-14
- 新疆30口瓶盖注塑模具生产厂家 2026-02-13
- 陕西广口管坯注塑模具厂家 2026-02-12
- 四川化妆品瓶盖注塑模具厂家 2026-02-11
- 辽宁酱油瓶盖注塑模具哪家性价比高 2026-02-10
- 河南38口管坯注塑模具生产厂家 2026-02-09
- 北京注塑模具定制厂家 2026-02-08
- 辽宁瓶盖注塑模具价格 2026-02-07
- 江苏饮料瓶盖注塑模具生产厂家 2026-02-02
- 天津注塑模具价格 2026-02-01


- 海南化妆品口管坯注塑模具生产厂家 2026-01-27
- 重庆管坯注塑模具厂家 2026-01-26
- 福建30口管坯注塑模具批发厂家 2026-01-25
- 内蒙古55口管坯注塑模具哪家性价比高 2026-01-24
- 江西化妆品瓶盖注塑模具生产厂家 2026-01-23
- 贵州化妆品口管坯注塑模具价格 2026-01-17

- 四川化妆品瓶盖注塑模具厂家 02-11
- 辽宁酱油瓶盖注塑模具哪家性价比高 02-10
- 河南38口管坯注塑模具生产厂家 02-09
- 北京注塑模具定制厂家 02-08
- 辽宁瓶盖注塑模具价格 02-07
- 仙居28口管坯模具定制厂家 02-06
- 江苏28口瓶盖模具价格 02-05
- 湖南28口瓶盖模具价格 02-04
- 广口管坯模具厂家 02-03
- 江苏饮料瓶盖注塑模具生产厂家 02-02