-
数据驱动设备完整性管理与预测性维修系统优化方案

系统集成管理模块实现与企业管理系统的数据...

-
事故防范双重预防机制流畅
工智道双重预防机制系统在隐患排查统计分析...
-
安全风险智能管控的双重预防机制上升

工智道双重预防机制在物联网技术应用方面实...
-
高安全性设备完整性管理与预测性维修系统方法论

外包服务质量管理模块对企业外部的维修、检...
-
源头管控双重预防机制质量明显改善

工智道双重预防机制在移动应用功能方面持续...
-
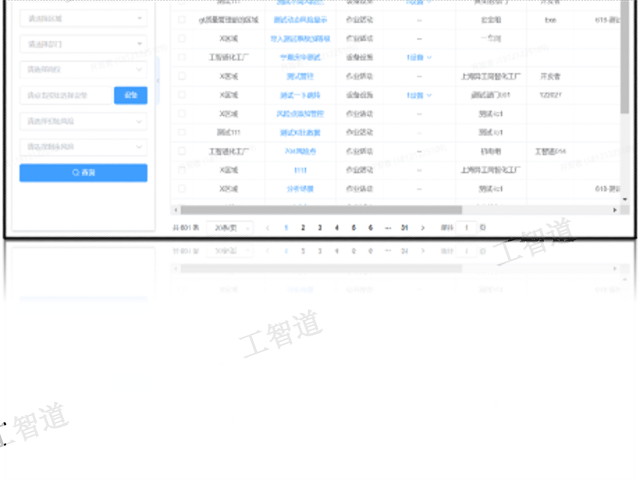
重庆煤化工作业管理

电子作业票系统在作业标准化管理方面成效明...
-
安全风险双重预防机制推进

工智道双重预防机制系统在数据可视化方面提...
-
环境监测智能巡检人员培训

在智能巡检系统中,数据处理与分析是主要环...
-
高效设备完整性管理与预测性维修系统技术文档

知识管理模块构建设备管理知识体系,促进经...
-
事故防范关键环节的双重预防机制管理体系完善
工智道双重预防机制在可视化展示方面持续创...
-
高灵活性设备完整性管理与预测性维修系统维护计划

智能预警与诊断模块运用人工智能技术实现设...
-
风险防控的培训管理机遇把握
工智道员工心理健康培训体系关注员工心理资...