-
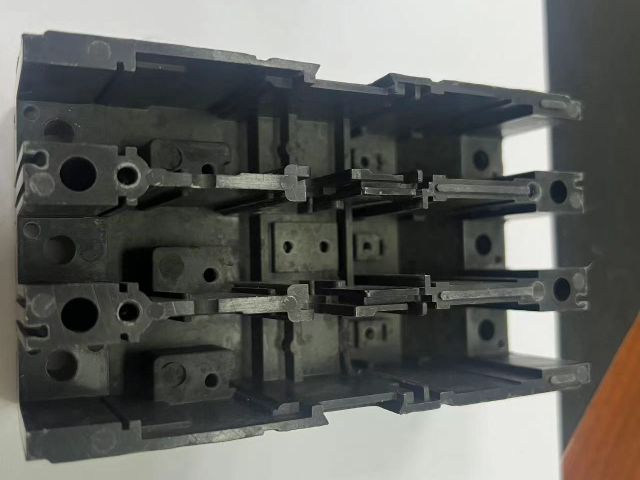
 茂名储能BMC产品开发公司
茂名储能BMC产品开发公司工业机器人的普遍应用对部件的性能与可靠性提出了极高要求。BMC材料因其良好的力学性能、耐腐蚀性以及尺寸稳定性,成为工业机器人部件开发的理想选择。在机器人关节部件开发中,利用BMC材料的耐磨性与自润滑性,减少关节运动时的摩擦与磨损,延长部件使用寿命。通过精密注塑工艺,制造出高精度的关节结构,确保机器人运动的准确性与灵活性。在机器人外壳开发方面,BMC材料的强度能够为内部精密的电子元件提供可靠的保护,同时其耐腐蚀性使其能够适应各种恶劣的工业环境。此外,开发团队还针对不同类型工业机器人的工作特点,对BMC材料进行定制化开发,如提高材料的抗冲击性能,以满足机器人在高速运动或承受外力冲击时的需求,推动工...
查看详情>> 2026-01-13 -
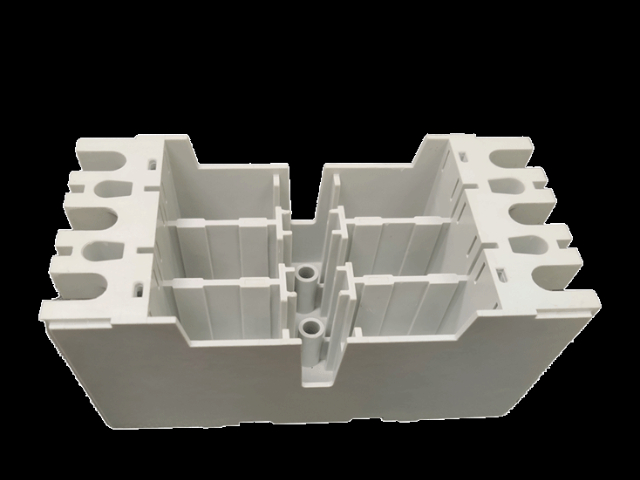
 江门工业用BMC产品开发服务
江门工业用BMC产品开发服务农业机械的工作环境较为恶劣,对部件的耐磨性、耐腐蚀性以及强度有着较高要求。BMC材料在农业机械部件领域的开发中具有广阔前景。在开发过程中,针对农业机械不同部件的工作特点,进行定制化开发。例如,对于农业机械的传动部件,利用BMC材料的耐磨性与自润滑性,减少部件之间的摩擦与磨损,提高传动效率。在农业机械的外壳部件开发上,采用BMC材料的耐腐蚀性,防止外壳在潮湿、多尘的农业环境中生锈、腐蚀。同时,优化材料的强度,使外壳能够承受农业机械在工作过程中产生的振动与冲击。通过不断的技术创新与产品开发,BMC材料为农业机械的性能提升与可靠性保障提供了有效解决方案。聚焦BMC注塑,产品开发实现复杂结构快速成型。...
查看详情>> 2026-01-12 -
 上海电器外壳BMC产品开发工厂
上海电器外壳BMC产品开发工厂医疗器械领域对材料的生物相容性和安全性要求极为严格,BMC产品开发在此领域进行了特殊应用研究。在医疗器械中,BMC材料可用于制造一些非植入式的零部件,如仪器外壳、手柄等。研发团队严格按照医疗器械的相关标准,对BMC材料进行筛选和改性。通过采用无毒、无害的原材料和环保的生产工艺,确保BMC产品符合医疗器械的安全要求。在开发过程中,考虑到医疗器械的使用环境和操作要求,设计出符合人体工程学的产品形状。同时,优化生产工艺,提高产品的表面质量和清洁度,防止细菌滋生。BMC产品开发在医疗器械领域的应用,为医疗器械的研发和生产提供了新的选择。BMC产品开发在模具设计上注重细节优化。上海电器外壳BMC产品开发...
查看详情>> 2025-12-02 -
 江门泵类设备BMC产品开发
江门泵类设备BMC产品开发智能家居的兴起对照明产品提出了更高的要求,不*需要具备基本的照明功能,还要实现智能化控制、个性化设计以及节能环保等特性。BMC材料在智能家居照明领域的开发中发挥了重要作用。在灯具外壳开发方面,BMC材料的可塑性使其能够制造出各种独特的外形,满足智能家居对个性化设计的追求。通过调整材料颜色与光泽度,可以打造出与家居装修风格相匹配的灯具外观。在功能开发上,结合智能传感器技术,将BMC材料制成的灯具与手机APP连接,实现远程控制、亮度调节、色温切换等功能。同时,BMC材料的绝缘性能保障了灯具在使用过程中的安全性。在节能方面,优化材料配方,降低灯具的能耗,符合智能家居节能环保的发展趋势。通过不断的技术...
查看详情>> 2025-12-01 -
 惠州风扇BMC产品开发工厂
惠州风扇BMC产品开发工厂智能家居市场的蓬勃发展,对外壳材料提出了更高要求,既要具备美观性,又要有良好的防护性能。BMC产品开发团队积极投身其中。在材料研发环节,针对智能家居外壳可能面临的各种环境因素,如潮湿、腐蚀等,开发出具有防潮、耐腐蚀特性的BMC材料。模具开发时,根据智能家居产品多样化的外观设计需求,定制出能够成型复杂造型的模具,满足不同风格外壳的生产。生产工艺上,通过优化注塑参数,实现外壳表面光滑无瑕疵,提升产品的整体质感。目前,采用BMC开发的智能家居外壳已普遍应用于智能音箱、智能摄像头等产品,为智能家居的普及与发展提供了有力支持。模具环节创新,BMC产品开发提升成型稳定性。惠州风扇BMC产品开发工厂家电行业...
查看详情>> 2025-11-30 -
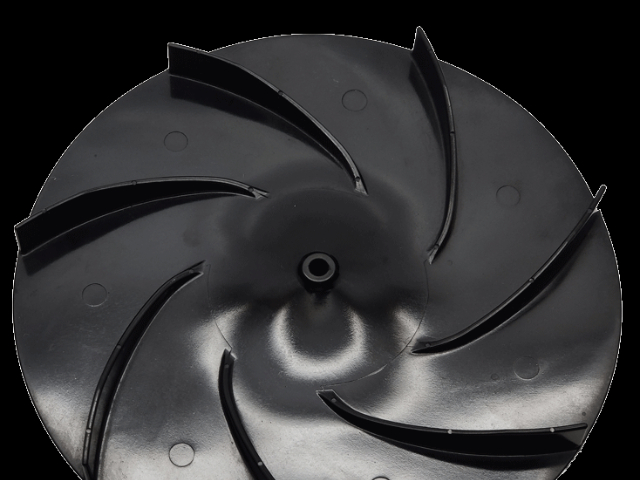
杭州风扇BMC产品开发服务
新能源领域作为未来能源发展的方向,对材料性能提出了新的挑战,BMC产品开发在此领域积极挖掘潜力。在新能源汽车中,BMC材料可用于制造电池盒、电机外壳等部件。研发团队根据新能源汽车对轻量化、高安全性的要求,对BMC材料进行创新设计。通过采用新型的增强材料和优化的工艺,降低产品重量,同时提高其强度和防火性能。在开发过程中,与新能源汽车企业紧密合作,了解其实际需求,进行定制化的产品开发。在模具开发方面,采用快速成型技术,缩短模具开发周期,提高生产效率。BMC产品开发在新能源领域的应用,为新能源汽车的发展提供了重要的材料支持。BMC产品开发满足客户对材料耐热等级差异需求,调整配方成分。杭州风扇BMC产...
查看详情>> 2025-11-29