-
驱动轮感应淬火回火系统
感应淬火可实现花键齿面的选择性硬化,提升耐磨性而不影响心部韧性。其优势包括:1)局部加热减少热影响区,避免花键轴整体变形;2)高频淬火形成0.3-1mm的硬化层,精确匹配齿面接触应力;3)冷却均匀性高,减少齿形误差;4)工艺周期短(秒级),适合批量生产。工艺要点包括:设计齿形感应器,匹配花键模数与压力角;采用同步扫描技术,确保齿面均匀硬化...
查看详细 >>14 2025-09 -
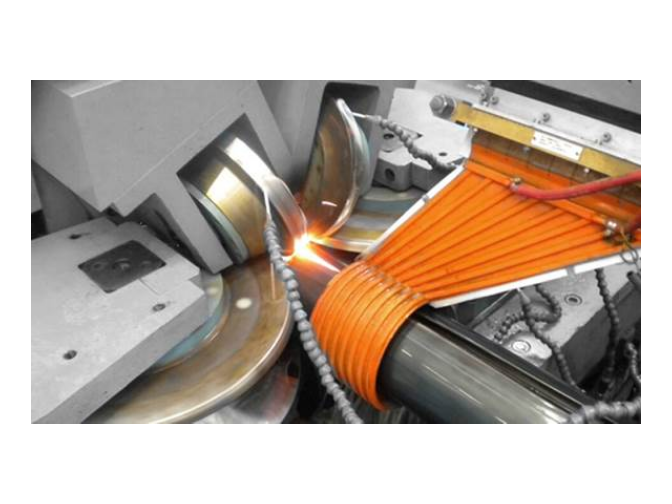
高频感应淬火系统
风电回转轴承是风力发电机组中的关键部件,负责承受风轮旋转产生的巨大力矩和振动。为了确保其具备出色的耐磨性、抗疲劳性和长寿命,感应淬火技术被广泛应用于风电回转轴承的生产中。感应淬火通过快速加热轴承表面至淬火温度,随后迅速冷却,形成一层高硬度、高耐磨的马氏体组织。这种处理方式不仅增强了轴承表面的耐磨性,还能有效抵抗疲劳断裂,确保风电回转轴承在...
查看详细 >>12 2025-09 -
新能源汽车零部件感应淬火
汽车半轴是汽车驱动系统中的重要组成部分,负责将发动机的动力传递到车轮。由于其承受着较大的扭矩和弯曲应力,因此对其材料性能要求极高。感应淬火技术为汽车半轴提供了理想的强化手段。在感应淬火过程中,通过快速加热半轴表面至淬火温度,随后迅速冷却,形成一层高硬度的马氏体组织。这不仅能够提高半轴的耐磨性和抗疲劳性能,还能有效防止其在工作过程中发生断裂...
查看详细 >>11 2025-09 -
家用空调铜管感应钎焊系统
同时,感应钎焊可以实现自动化生产,通过精确控制加热参数,保证钎焊接头的一致性和稳定性。不过,感应钎焊设备成本相对较高,对工件的形状和尺寸有一定要求,需要设计合适的感应线圈。炉中钎焊是将装配好的工件放入加热炉中进行加热钎焊,它能保证工件受热均匀,适合批量生产,可实现较高的生产效率和稳定的焊接质量。而且炉中钎焊可以在保护气氛或真空环境下进行,...
查看详细 >>09 2025-09 -
冰箱管路感应钎焊装置
两者的材质特性差异明显,铝管易氧化且导热性更强,焊接时需更高效的氧化膜去除措施和更快的加热速度;铜管氧化程度低,加热控制相对容易。钎料选择不同,铝管常用铝硅钎料,铜管多选用铜银钎料。焊接温度也有区别,铝管钎焊温度一般在 580-620℃,铜管则在 650-800℃。此外,铝管焊接对助焊剂的依赖性更高,且接头强度通常低于铜管焊接。易孚迪感应...
查看详细 >>08 2025-09 -
Minac钎焊
设备需具备快速升温能力,因铝导热快,需在短时间内将焊接区域加热至钎焊温度,功率一般需达到 20-50kW。温度控制精度需在 ±3℃以内,避免局部过热导致铝管烧穿或钎料未充分熔化。感应线圈需采用特殊设计,贴合铝管焊接部位的形状,确保热量集中且分布均匀。此外,设备应具备稳定的输出性能,能适应批量生产中的连续作业,减少因设备波动导致的焊接缺陷。...
查看详细 >>06 2025-09 -
冷藏车铝管感应钎焊设备
选型时首先要考虑设备的加热功率范围,需与引线的材质、尺寸相匹配,确保能快速达到钎焊温度。其次,设备的温度控制精度很关键,应选择能实现 ±5℃以内温度波动的设备,以保证焊接质量的稳定性。另外,设备的自动化程度也需考量,自动化程度高的设备可减少人为操作误差,提高生产效率。同时,还要关注设备的可靠性和售后服务,选择有完善售后体系的厂家。易孚迪感...
查看详细 >>04 2025-09 -
同步器齿圈感应淬火压淬回火系统
感应淬火可能导致轴类零件弯曲变形,影响直线度。其成因是热应力分布不均,尤其是单端加热或冷却不均。控制方法包括:1)采用旋转加热方式,使轴向温度均匀分布;2)设计对称感应器,同时加热轴的两端或对称部位;3)优化冷却策略,分段喷水或使用淬火介质槽,避免局部急冷;4)淬火后校直处理,通过压力机或热校直恢复直线度。易孚迪感应设备(上海)有限公司的...
查看详细 >>03 2025-09 -
钟形壳感应淬火生产线
感应淬火是一种多应用于多个行业的表面淬火技术。以下是感应淬火的一些主要应用领域:金属加工行业:感应淬火常用于各种金属工件的表面淬火,如钢、铝、铜等材料的淬火处理。这种技术可以提高工件的硬度和耐磨性。汽车制造行业:在汽车制造中,感应淬火被用于发动机、变速器等零部件的表面淬火处理。例如,曲轴、凸轮轴、飞轮齿圈、半轴、等速万向节、变速叉、传动器...
查看详细 >>01 2025-09 -
水泵轴感应淬火系统
感应淬火与渗碳淬火在工艺、性能及成本上存在明显差异。工艺上,感应淬火为表面快速加热-冷却,渗碳淬火需长时间高温渗碳(900-950℃)后淬火;性能上,感应淬火硬化层浅(0.5-5mm),但变形小、能耗低,渗碳淬火硬化层深(0.8-2mm),但易变形且周期长;成本上,感应淬火设备投资较低,适合中小批量生产,渗碳淬火需渗碳炉,适合大批量生产。...
查看详细 >>31 2025-08 -
钟形壳感应淬火回火系统
感应淬火是一种多应用于多个行业的表面淬火技术。以下是感应淬火的一些主要应用领域:金属加工行业:感应淬火常用于各种金属工件的表面淬火,如钢、铝、铜等材料的淬火处理。这种技术可以提高工件的硬度和耐磨性。汽车制造行业:在汽车制造中,感应淬火被用于发动机、变速器等零部件的表面淬火处理。例如,曲轴、凸轮轴、飞轮齿圈、半轴、等速万向节、变速叉、传动器...
查看详细 >>29 2025-08 -
汽车铝管感应钎焊自动化线
水力发电机组铜排钎焊过程中常见的缺陷包括气孔、裂纹、未熔合、夹渣和焊缝成形不良等。气孔通常由钎剂分解产生的气体或保护气体不纯引起,预防措施包括选用低气孔率钎剂、优化保护气体流量和纯度,以及控制加热速度避免气体滞留。裂纹多因焊接应力或母材与钎料热膨胀系数差异导致,可通过预热、后热或选择低应力钎料来减少裂纹风险。未熔合表现为钎料与母材未充分结...
查看详细 >>28 2025-08