-
 盐城T5同步带轮厂家
盐城T5同步带轮厂家同步带轮的应用:由于同步带轮可以在恶劣的工作环境下工作,可以提供更高效的传输功率输出,因此它在汽车、纺织、办公设备、激光雕刻设备、金融设备、金融设备舞台照明、食品机械、医疗机械、通讯、石化、仪器、精密机床等领域广泛应用。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机、热处理等加工设备;专业生产销售各种齿轮,伞齿轮,斜齿轮,链轮,链条,齿条,蜗轮,蜗杆,同步带轮,皮带盘,丝杆,联轴器,涡轮蜗杆升降器,减速机等系列产品,万余种规格,可对外承接各种机械加...
查看详情>> 2025-03-05 -
常州速比同步带轮报价
步骤1、简化设计:根据齿轮传动的传动功率、输入转速、传动比等条件,确定中心距、模数等主要参数。如果中心距、模数已知,可跳过这一步。2、几何设计计算:设计和计算齿轮的基本参数,并进行几何尺寸计算。3、强度校核:在基本参数确定后,进行精确的齿面接触强度和齿根弯曲强度校核。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机、热处理等加工设备;专业生产销售各种齿轮,伞齿轮,斜齿轮,链轮,链条,齿条,蜗轮,蜗杆,同步带轮,皮带盘,丝杆,联轴器,涡轮蜗杆升降器,减...
查看详情>> 2025-03-03 -
 徐汇区T2.5同步带轮厂家
徐汇区T2.5同步带轮厂家同步带轮的优点:同步带按材质可分为氯丁橡胶加纤维绳同步带,聚氨酯加钢丝同步带,按齿的形主要分为梯形齿和圆弧齿两大类,按带齿的排布面又可分为单面齿同步带和双面齿同步带。同步带传动具有准确的传动比,无滑差,可获得恒定的速比,可精密传动,传动平稳,能吸震,噪音小,传动速比范围大,一般可达1∶10,允许线速度可达50m/s,传动效率高,一般可达98℅―99℅。传递功率从几瓦到数百千瓦。结构紧凑还适用多轴传动,张紧力小,不需润滑,无污染。同步带轮,就选上海畅晨机械设备有限公司,用户的信赖之选,有需求可以来电购买同步带轮!徐汇区T2.5同步带轮厂家同步带轮同步带轮是一种零部件产品,通常由钢和铝、合金铸铁和...
查看详情>> 2025-02-27 -
 常州汽车同步带轮配件大全
常州汽车同步带轮配件大全同步带轮的应用:由于同步带轮可以在恶劣的工作环境下工作,可以提供更高效的传输功率输出,因此它在汽车、纺织、办公设备、激光雕刻设备、金融设备、金融设备舞台照明、食品机械、医疗机械、通讯、石化、仪器、精密机床等领域广泛应用。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机、热处理等加工设备;专业生产销售各种齿轮,伞齿轮,斜齿轮,链轮,链条,齿条,蜗轮,蜗杆,同步带轮,皮带盘,丝杆,联轴器,涡轮蜗杆升降器,减速机等系列产品,万余种规格,可对外承接各种机械加...
查看详情>> 2025-02-26 -
 闵行区H型同步带轮价格
闵行区H型同步带轮价格按用途分“”一般工业用同步带传动即梯形齿同步带传动。它主要用于中、小功率的同步带传动,如各种仪器、计算机、轻工机械中均采用这种同步带传动。高转矩同步带传动又称HTD带(HighTorqueDrive)或STPD带传动(SuperTorquePositiveDrive)。由于其齿形呈圆弧状,在我国通称为圆弧齿同步带传动。它主要用于重型机械的传动中,如运输机械(飞机、汽车)、石油机械和机床、发电机等的传动。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机...
查看详情>> 2025-02-25 -
 嘉兴汽车同步带轮维修
嘉兴汽车同步带轮维修按用途分“”一般工业用同步带传动即梯形齿同步带传动。它主要用于中、小功率的同步带传动,如各种仪器、计算机、轻工机械中均采用这种同步带传动。高转矩同步带传动又称HTD带(HighTorqueDrive)或STPD带传动(SuperTorquePositiveDrive)。由于其齿形呈圆弧状,在我国通称为圆弧齿同步带传动。它主要用于重型机械的传动中,如运输机械(飞机、汽车)、石油机械和机床、发电机等的传动。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机...
查看详情>> 2025-02-23 -
嘉定区T5同步带轮哪家好
同步带轮的用途和优点有哪些?同步带轮特点1、传动准确,工作时无滑动,具有恒定的传动比;2、传动平稳,具有缓冲、减振能力,噪声低;3、传动效率高,可达0.98,节能效果明显;4、维护保养方便,不需润滑,维护费用低;5、速比范围大,一般可达10,线速度可达50m/s,具有较大的功率传递范围,可达几瓦到几百千瓦;6、可用于长距离传动,中心距可达10m以上;7、无污染,可在不允许有污染和工作环境较为恶劣的场所下正常工作。上海畅晨机械设备有限公司同步带轮,就选上海畅晨机械设备有限公司,让您满意,有想法可以来我司参观了解!嘉定区T5同步带轮哪家好同步带轮同步带轮的介绍:同步带轮,指的是一般由钢,铝合金,铸...
查看详情>> 2025-02-22 -
无锡非标同步带轮维修
同步带轮特点1.传动准确,运转时不打滑,传动比恒定;2.传动平稳,缓冲减振,噪音低;3.传动效率高,达到0.98,节能效果明显;4.维护方便,无需润滑,维护成本低;5.宽速比范围,一般可达10,线速度可达50m/s,且功率传输范围广,可达几瓦至几百千瓦;6、可用于远距离传输,中心距可达10m以上;7、无污染,能在不允许污染和工作环境相对恶劣的地方正常工作。应用用于化纤、纺织机械、卷烟机械、造纸、印刷机械、化工、轻工、粮食、食品、机械、矿山、冶金、钢铁机械、办公设备、医疗设备、通讯设备以及各种精密机床和精密仪器。同步带轮,就选上海畅晨机械设备有限公司,用户的信赖之选,有想法可以来我司参观了解!无...
查看详情>> 2025-02-13 -
 浦东新区XL型同步带轮批发
浦东新区XL型同步带轮批发同步轮,相信大家都不陌生,同步轮属于五金通用配件,属于比较常用的五金配件,在机床、纺织、印刷、食品包装、电线电缆、仪器仪表、石油化工、传动、通讯等行业都得到了普遍的应用,可以不夸张的说,只要是需要机械传动的地方就必须要用到同步轮哦。同步轮的规格一般有:①英制梯形齿MXLXLLHXHXXH②公制梯形齿T2.5T5T10T20AT5AT10AT20③圆弧齿:HTD(3M5M8M14M20M)STD/STS(S2MS3MS4.5MS5MS8MS14M)RPP3MRPP5MRPP8MRPP14M3GT5GT8GT14GT同步带轮,就选上海畅晨机械设备有限公司,让您满意,欢迎您的来电哦!浦东新区XL型同...
查看详情>> 2025-01-07 -
徐州T10同步带轮配件
上海畅晨机械设备有限公司员工团队秉承:“客户为自己的衣食的父母”的商业真谛!时常想客户所想,思客户所思;并恪守:"畅晨机械是您的合作伙伴";全天候24小时为您及您的朋友提供没有地域空间区分的高效率合作服务!公司坚持以专业技术的研发、先进的制造工艺、严格的检测手段、至善的售后服务为管理方针,让每个用户使用畅晨公司的产品得到的保障。 公司团队正积极打造一个:因为专业,所以优良,共同发展的业界商务平台﹑以促进你﹑我﹑他的共赢互利!我公司员工团队时时以饱满的热情,旺盛的精力,真诚的服务于所有业界的顾客朋友!同步带轮,就选上海畅晨机械设备有限公司,欢迎客户来电!徐州T10同步带轮配件同步带轮同步带轮的...
查看详情>> 2025-01-06 -
 金山区XL型同步带轮哪家好
金山区XL型同步带轮哪家好同步带轮的故障分析:电机过热是同步带轮在运动过程里时常会产生的毛病,处理方法如下:1、介质的比重大于同步带轮的配置电机:配装适宜的同步带轮用电机。 2、填料压盖压的过牢或者是机械密封弹簧调节得过紧:可对压盖或者是机械密封的弹簧压缩量进行调节。 3、泵的配装质量不好,存在摩擦处或者是电机和泵轴没有同心:查看配装的质量,去除配装的故障。 4、轮和轴的联接:当齿轮或者是带轮和轴联接的时候,其同样应要去除传动间隙。同步带轮,就选上海畅晨机械设备有限公司,用户的信赖之选,欢迎新老客户来电!金山区XL型同步带轮哪家好同步带轮因此,常用齿轮的齿轮齿角为20度~25度,这通常要求齿形角在正负1.5度之间偏...
查看详情>> 2024-12-05 -
 浦东新区H型同步带轮供应商
浦东新区H型同步带轮供应商同步带轮厂家解析三种同步带轮常见的处理工艺摘要:同步带轮厂家在生产环节中,比不缺少的一个流程就是其表面处理,其制作材料主要有铝合金、钢、黄铜、铸铁等,由这些材料制成的相关制品,一般都要进行表面处理,以增强产品性能。本文就来介绍一下同步带轮常见的几种表面处理工艺。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机、热处理等加工设备;专业生产销售各种齿轮,伞齿轮,斜齿轮,链轮,链条,齿条,蜗轮,蜗杆,同步带轮,皮带盘,丝杆,联轴器,涡轮蜗杆升降器,减速机等...
查看详情>> 2024-12-02 -
苏州XH型同步带轮定制
同步带轮的优点:同步带按材质可分为氯丁橡胶加纤维绳同步带和聚氨酯加钢丝同步带。根据齿的形状主要分为梯形齿和圆弧齿,根据带齿布局面又可分为单面齿和双面齿同步带。同步带传动具有传动比准确、无打滑、速比恒定、传动精细、传动平稳、减震、噪音低、传动速比范围广,一般可达1: 10,允许线速度可达50m/s,且传动效率高,一般可达98 ℅-99 ℅.功率传输从几瓦到数百千瓦不等。结构紧凑,适用于多轴传动,张力小,无需润滑,无污染。上海畅晨机械设备有限公司是一家专业提供同步带轮的公司,有想法的可以来电购买同步带轮!苏州XH型同步带轮定制同步带轮同步带优点同步带按材质可分为氯丁橡胶加纤维绳同步带,聚氨酯加钢丝...
查看详情>> 2024-10-01 -
 盐城铝合金同步带轮包邮
盐城铝合金同步带轮包邮速比范围大,一般可达10,线速度可达50m/s,具有较大的功率传递范围,可达几瓦到几百千瓦;可用于长距离传动,中心距可达10m以上;无污染,可在不允许有污染和工作环境较为恶劣的场所下正常工作。同步带产品需严禁划伤皮带,以免皮带早期损坏。同步带产品避免与化学品(尤其是强氧化性酸,如浓硫酸等)接触。同步带产品尽量避免与油类、水长期接触。更换同步带时,必须使皮带的张力降到*,才能取出,严禁同步带在有高张力的情况下,利用非专业的工具硬性撬下来。上海畅晨机械设备有限公司是一家专业提供同步带轮的公司,欢迎您的来电!盐城铝合金同步带轮包邮同步带轮因此,常用齿轮的齿轮齿角为20度~25度,这通常要求齿形角在正...
查看详情>> 2024-09-18 -
杨浦区定做同步带轮报价
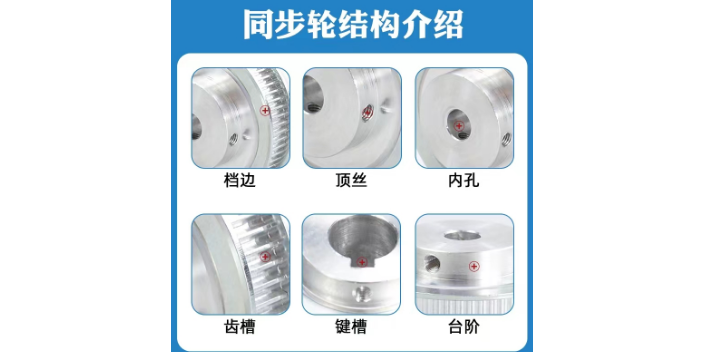
同步带轮的安装:1安装同步带时应该先缩短中心距,放松张紧轮,不得强行将同步带从同步带轮挡边上硬拉拖磨装入,拆卸时也按类似的方法操作。2安装使用过程中应避免过载、过紧、过松、同步带轮不平行、同步带轮宽度不够等现象,尤其应调整主动轮与从动轮之间的平行度,否则同步带沿宽度方向的张力不均匀会影响同步带的使用寿命或导致同步带的失效,这与齿轮传动、链传动的要求类似.。同步带轮哪家好,哪家更专业,就找上海畅晨机械设备有限公司同步带轮,就选上海畅晨机械设备有限公司,用户的信赖之选,欢迎新老客户来电!杨浦区定做同步带轮报价同步带轮同步带轮内孔有圆孔、D形孔、锥形孔等形式。表面处理有本色氧化、发黑、镀锌、镀彩锌、...
查看详情>> 2024-09-13 -
 徐州H型同步带轮定制
徐州H型同步带轮定制同步带轮特点1.传动准确,运转时不打滑,传动比恒定;2.传动平稳,缓冲减振,噪音低;3.传动效率高,达到0.98,节能效果明显;4.维护方便,无需润滑,维护成本低;5.宽速比范围,一般可达10,线速度可达50m/s,且功率传输范围广,可达几瓦至几百千瓦;6、可用于远距离传输,中心距可达10m以上;7、无污染,能在不允许污染和工作环境相对恶劣的地方正常工作。应用用于化纤、纺织机械、卷烟机械、造纸、印刷机械、化工、轻工、粮食、食品、机械、矿山、冶金、钢铁机械、办公设备、医疗设备、通讯设备以及各种精密机床和精密仪器。上海畅晨机械设备有限公司致力于提供同步带轮,有想法的可以来电购买同步带轮!徐州H型同...
查看详情>> 2024-09-12 -
杨浦区XH型同步带轮多少钱
按用途分“”一般工业用同步带传动即梯形齿同步带传动。它主要用于中、小功率的同步带传动,如各种仪器、计算机、轻工机械中均采用这种同步带传动。高转矩同步带传动又称HTD带(HighTorqueDrive)或STPD带传动(SuperTorquePositiveDrive)。由于其齿形呈圆弧状,在我国通称为圆弧齿同步带传动。它主要用于重型机械的传动中,如运输机械(飞机、汽车)、石油机械和机床、发电机等的传动。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机...
查看详情>> 2024-09-10 -
徐州XH型同步带轮出售
一般情况下很多人对同步带轮都不是很了解,其实它就是一种可以和同步带相互啮合一种传动配件,主要是靠同步带来带动的,在很多行业都能看到它的身影。平时大家不认识的话也很正常。那么,什么是同步带轮,它有什么特点?同步带轮原材料是什么同步带轮是一种零部件产品,通常它是由钢铝、合金铸铁与黄铜等等原料制成的。通常运用的场所不同,选择使用的原材料也会有差别的。通常我们在使用这个产品之前也会经过一些特别的处理,比方说本色氧化,镀锌,高频淬火等等。上海畅晨机械设备有限公司是一家专业提供同步带轮的公司,有想法的可以来电购买同步带轮!徐州XH型同步带轮出售同步带轮RPP圆弧齿同步带轮规格型号:RPP2M同步带轮、RP...
查看详情>> 2024-09-06 -
宝山区T5同步带轮定制
按用途分“”一般工业用同步带传动即梯形齿同步带传动。它主要用于中、小功率的同步带传动,如各种仪器、计算机、轻工机械中均采用这种同步带传动。高转矩同步带传动又称HTD带(HighTorqueDrive)或STPD带传动(SuperTorquePositiveDrive)。由于其齿形呈圆弧状,在我国通称为圆弧齿同步带传动。它主要用于重型机械的传动中,如运输机械(飞机、汽车)、石油机械和机床、发电机等的传动。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机...
查看详情>> 2024-08-27 -
 闵行区T10同步带轮维修
闵行区T10同步带轮维修同步带轮是一种零部件产品,通常由钢和铝、合金铸铁和黄铜等制成。通常使用的地方不同,原料也会不同。我们在使用这种产品之前,通常会经过一些特殊的处理,如自然氧化、镀锌、高频淬火等。在摩擦传动中,由于传动皮带紧套在皮带轮上,皮带与皮带轮的接触面产生正压。当驱动轮转动时,皮带与皮带轮的接触面之间产生摩擦力,摩擦力作用在皮带上的方向与驱动轮的圆周速度相同,驱动皮带运动。在从动轮上,皮带施加在轮上的摩擦力的方向与皮带运动的方向相同,从动轮靠这个摩擦力转动,从而实现主动轮和从动轮之间的运动和动力传递。同步带轮,就选上海畅晨机械设备有限公司,有需要可以联系我司哦!闵行区T10同步带轮维修同步带轮同步带按材质可...
查看详情>> 2024-08-26 -
 常州定做同步带轮销售
常州定做同步带轮销售同步带轮的优点:同步带轮传动是在一根封闭的、环形的胶带上,按等间锯齿结构分布了相应的同步带轮实现的传动方式。因此在传动时,同步带齿与同步带轮的齿槽的啮合度将直接通过影响传递运动顺利进行和传动动力的大小。同步带轮作为是啮合传动的动力源,其具有重要齿轮机构传动、链传动和平带传动的各种技术优点。为了适应氯丁橡胶和纤维绳同步带、聚氨酯和钢丝同步带、单齿同步带和双齿同步带的各类同步带,同步轮设计非常准确,使其提供准确的传动比、真实传动、速比保持恒定,具有减震功能,噪音小、传动非常稳定、效率高,比较高线速可达50米/秒。此外,同步带轮也是一个无污染的部件,因此它可以保证无污染的运行,或在恶劣的环境下正常工...
查看详情>> 2024-08-23 -
泰州汽车同步带轮安装
同步带轮的优点:同步带按材质可分为氯丁橡胶加纤维绳同步带,聚氨酯加钢丝同步带,按齿的形主要分为梯形齿和圆弧齿两大类,按带齿的排布面又可分为单面齿同步带和双面齿同步带。同步带传动具有准确的传动比,无滑差,可获得恒定的速比,可精密传动,传动平稳,能吸震,噪音小,传动速比范围大,一般可达1∶10,允许线速度可达50m/s,传动效率高,一般可达98℅―99℅。传递功率从几瓦到数百千瓦。结构紧凑还适用多轴传动,张紧力小,不需润滑,无污染。上海畅晨机械设备有限公司是一家专业提供同步带轮的公司,欢迎新老客户来电!泰州汽车同步带轮安装同步带轮同步带轮是一种零部件产品,通常由钢和铝、合金铸铁和黄铜等制成。通常使...
查看详情>> 2024-08-22 -
 长宁区XH型同步带轮哪家好
长宁区XH型同步带轮哪家好按用途分“”一般工业用同步带传动即梯形齿同步带传动。它主要用于中、小功率的同步带传动,如各种仪器、计算机、轻工机械中均采用这种同步带传动。高转矩同步带传动又称HTD带(HighTorqueDrive)或STPD带传动(SuperTorquePositiveDrive)。由于其齿形呈圆弧状,在我国通称为圆弧齿同步带传动。它主要用于重型机械的传动中,如运输机械(飞机、汽车)、石油机械和机床、发电机等的传动。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机...
查看详情>> 2024-08-18 -
长宁区XH型同步带轮多少钱
同步带轮用途同步带轮传动是由一根内周表面设有等间距齿的封闭环形胶带和相应的带轮所组成。运动时,带齿与带轮的齿槽相啮合传递运动和动力,是一种啮合传动,因而具有齿轮传动、链传动和平带传动的各种特点。广泛应用于汽车、纺织、印刷包装设备、缝制设备、办公设备、激光雕刻设备、、金融机具、舞台灯光、通讯食品机械、医疗机械、钢铁机械、石油化工、仪器仪表、各种精密机床等领域。故障分析电机过热是同步带轮在运动过程里时常会产生的毛病,处理方法如下:1、介质的比重大于同步带轮的配置电机:配装适宜的同步带轮用电机。2、填料压盖压的过牢或者是机械密封弹簧调节得过紧:可对压盖或者是机械密封的弹簧压缩量进行调节。3、泵的配装...
查看详情>> 2024-08-17 -
南京汽车同步带轮厂商
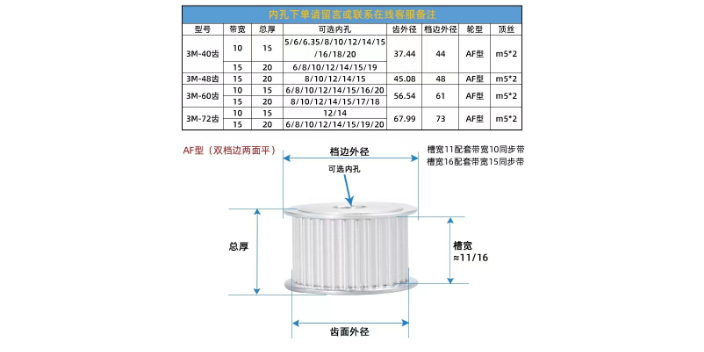
从上表可以看出,带轮的节径可以根据齿数Z和螺距PP来计算,但当带轮直径小于带宽时,应适当增加带轮的直径,以避免带轮直径的影响。3.带轮的齿形角带轮的齿形角对齿和齿的啮合和传动性能有很大的影响。齿形角过小时,同步齿轮槽的形状与矩形相似,当齿进入啮合时,会产生较大的干涉,容易引起齿面磨损和局部断裂。如果齿角过大,齿面上的齿面径向力过大,使齿沿齿槽向外滑动,容易产生带攀和牙跳现象。根据日本小山的试验,当直径为20~30时,齿与齿之间的干涉很小,与同步带的齿形角相似。同步带轮,就选上海畅晨机械设备有限公司,用户的信赖之选,有想法可以来我司参观了解!南京汽车同步带轮厂商同步带轮同步带轮的用途:同步带轮传...
查看详情>> 2024-08-16 -
浦东新区速比同步带轮订做
同步带轮厂家解析三种同步带轮常见的处理工艺摘要:同步带轮厂家在生产环节中,比不缺少的一个流程就是其表面处理,其制作材料主要有铝合金、钢、黄铜、铸铁等,由这些材料制成的相关制品,一般都要进行表面处理,以增强产品性能。本文就来介绍一下同步带轮常见的几种表面处理工艺。上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机、热处理等加工设备;专业生产销售各种齿轮,伞齿轮,斜齿轮,链轮,链条,齿条,蜗轮,蜗杆,同步带轮,皮带盘,丝杆,联轴器,涡轮蜗杆升降器,减速机等...
查看详情>> 2024-08-14 -
闵行区XH型同步带轮包邮
RPP圆弧齿同步带轮规格型号:RPP2M同步带轮、RPP3M同步带轮、RPP5M同步带轮、RPP8M同步带轮、RPP14M同步带轮RPP圆弧齿同步带轮参数含义30-RPP8M-30AS表示齿数:30型号:RPP8M所使用同步带宽度代号:30mm轮型代号:AS(另外轮型有:BS、AF、BF、W)(二)STD圆弧齿同步带轮规格型号:S2M同步带轮、S3M同步带轮、S4.5同步带轮、S5M同步带轮、S8M同步带轮、S14M同步带轮STD圆弧齿同步带轮参数含义30-S8M-30AS表示齿数:30型号:S8M所使用同步带宽度代号:30mm轮型代号:AS(另外轮型有:BS、AF、BF、W)(三)HTD圆弧...
查看详情>> 2024-08-13 -
长宁区XH型同步带轮报价
一般情况下很多人对同步带轮都不是很了解,其实它就是一种可以和同步带相互啮合一种传动配件,主要是靠同步带来带动的,在很多行业都能看到它的身影。平时大家不认识的话也很正常。那么,什么是同步带轮,它有什么特点?同步带轮原材料是什么同步带轮是一种零部件产品,通常它是由钢铝、合金铸铁与黄铜等等原料制成的。通常运用的场所不同,选择使用的原材料也会有差别的。通常我们在使用这个产品之前也会经过一些特别的处理,比方说本色氧化,镀锌,高频淬火等等。上海畅晨机械设备有限公司是一家专业提供同步带轮的公司,有想法可以来我司参观了解!长宁区XH型同步带轮报价同步带轮同步带轮,指的是一般由钢,铝合金,铸铁,黄铜等材料制造,...
查看详情>> 2024-08-12 -
淮安速比同步带轮维修
一般情况下很多人对同步带轮都不是很了解,其实它就是一种可以和同步带相互啮合一种传动配件,主要是靠同步带来带动的,在很多行业都能看到它的身影。平时大家不认识的话也很正常。那么,什么是同步带轮,它有什么特点?同步带轮原材料是什么同步带轮是一种零部件产品,通常它是由钢铝、合金铸铁与黄铜等等原料制成的。通常运用的场所不同,选择使用的原材料也会有差别的。通常我们在使用这个产品之前也会经过一些特别的处理,比方说本色氧化,镀锌,高频淬火等等。上海畅晨机械设备有限公司致力于提供同步带轮,欢迎您的来电哦!淮安速比同步带轮维修同步带轮因此,常用齿轮的齿轮齿角为20度~25度,这通常要求齿形角在正负1.5度之间偏离...
查看详情>> 2024-08-10 -
普陀区工业同步带轮配件
同步带轮的优点:同步带按材质可分为氯丁橡胶加纤维绳同步带和聚氨酯加钢丝同步带。根据齿的形状主要分为梯形齿和圆弧齿,根据带齿布局面又可分为单面齿和双面齿同步带。同步带传动具有传动比准确、无打滑、速比恒定、传动精细、传动平稳、减震、噪音低、传动速比范围广,一般可达1: 10,允许线速度可达50m/s,且传动效率高,一般可达98 ℅-99 ℅.功率传输从几瓦到数百千瓦不等。结构紧凑,适用于多轴传动,张力小,无需润滑,无污染。上海畅晨机械设备有限公司是一家专业提供同步带轮的公司,欢迎新老客户来电!普陀区工业同步带轮配件同步带轮选定同步带轮齿数同步带轮直径越小,同步带工作时的弯曲应力越大容易造成疲劳破坏...
查看详情>> 2024-08-08