-
 07 08浙江输送带硫化机批发
07 08浙江输送带硫化机批发近年来,随着物流行业的不断发展,胶带的使用越来越。然而,胶带在运输过程中往往会因为各种原因而损坏,给物流企业带来不小的损失。为了解决这一问题,我们公司推出了一款全新的产品——胶带硫化机。胶带硫化机是一种专门用于修补损坏胶带的设备。它采用先进的硫化技术,能够快速、准确地修补胶带的损坏部位,使其恢复原有的强度和粘性,从而延长胶带的使用寿命,减... 【查看详情】
-
05 08
-
 04 08
04 08 -
 02 08河北电热硫化机供应商
02 08河北电热硫化机供应商硫化机是一种用于加工橡胶的设备,其基本原理是通过加热和加压将橡胶制品中的硫化剂与橡胶分子发生化学反应,从而使橡胶具有弹性和耐磨性。硫化机通常由加热系统、压力系统和控制系统组成。加热系统通过加热板或加热罩提供热能,使橡胶制品达到硫化温度。压力系统通过液压缸或气压缸施加压力,确保橡胶制品在硫化过程中保持一定的形状和尺寸。控制系统用于监测和调节... 【查看详情】
-
 01 08
01 08 -
30 07中国澳门修补硫化机销售
随着工业化进程的不断推进,橡胶制品在我们的生活中扮演着越来越重要的角色。然而,橡胶加工过程中的一些难题也随之而来,如何提高生产效率、降低成本、保证产品质量等问题一直困扰着橡胶加工企业。而,我们要介绍的硫化机,正是为解决这些难题而生。硫化机是一种专门用于橡胶加工的设备,其主要功能是将橡胶制品加热至一定温度,使其在硫化剂的作用下发生化学反应,... 【查看详情】
-
 29 07河南全自动硫化机直销
29 07河南全自动硫化机直销操作流程:1、实验前,检查油箱里是否达到所需刻度,然后开机检查各部件是否工作正常,立柱(框板)是否润滑。2、预热时注意热板温度,如达不到要求,须在指导老师的指导下进行调节,严禁私自乱动。3、将模具放置热板间时应防止烫伤或压伤事故,不可在热板上升时放入模具。4、在模具装料后应置平板中间,人要站在操作台。合模后达到要求压力时,关闭电机,达不到... 【查看详情】
-
 27 07宁夏输送带硫化机厂家
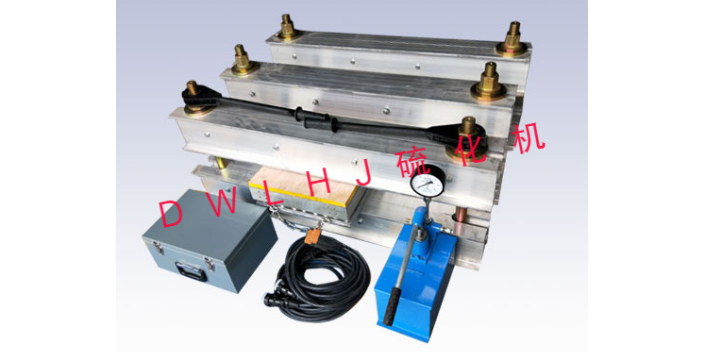
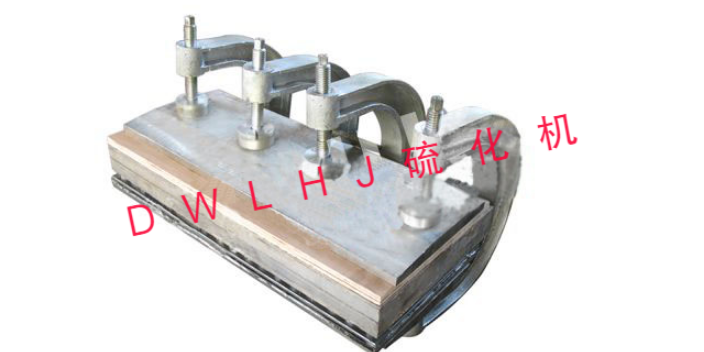
27 07宁夏输送带硫化机厂家皮带硫化机又称电热式胶带硫化机,是输送机胶带的特用设备。该机采用轻质铝合金材料制造,具有体积小,单件重量轻,拆装方便,适合于人力搬动。同时又具有升温快,温度均匀,热效率高等特点,是一种输送机械橡胶带接头的理想胶接设备。皮带硫化机(下称硫化机),体积小、重量轻,普通三相电源供电,热板温度均匀,水压系统供给(0~1.8MPa)均匀压力,配有轻... 【查看详情】
-
 26 07中国台湾水冷却胶带硫化机价格
26 07中国台湾水冷却胶带硫化机价格硫化机有手动和半自动两种工作模式。设定为常规硫化机的工作模式,方案1:转模工作方式;方案2:满足特种胶料工艺要求。液压缸采用具有自主知识产权的“油缸复合密封装置”专利技术。密封可靠,使用寿命长。移动模板具有快速上升、缓慢锁定和快速下降的功能。合模快转慢和排气快慢可分别调节,提高生产效率。电气系统采用计算机控制,方便、准确、可靠。采用中国台... 【查看详情】
-
 05 07山东输送带胶带硫化机供应商
05 07山东输送带胶带硫化机供应商硫化机底板多为普通碳钢,轮胎靠高温蒸汽进行硫化,此过程中冷凝的部分水渗透到底板表面,造成底板表面局部腐蚀后凹凸不平。由于底板表面腐蚀严重,与隔热板表面不能保证严密配合,在较大压力下极易造成隔热板破损。传统方法多堆焊后重新机加工或者更换新设备为主,目前则可以采用高分子复合材料进行现场修复。由于材料具有极好的粘着力、良好抗腐蚀性,良好抗压强... 【查看详情】
-
 24 06天津全自动输送带硫化机定制
24 06天津全自动输送带硫化机定制输送带硫化机在出现常见问题的解决,在使用手动泵打压的时候,如果出现压力上不去的现象,可以检查水压板进水口是否因机架螺栓过紧而导致的进水口被压,出现此情况的话,可适当松一松螺栓。再者检查手动泵是否存在漏气现象或各接头松动,并对其紧固,并检查水压泵的垫圈是否存在破损等。个别用户在使用中出现硫化结束后,胶带同加热板粘结在一起的现象。造成这个问题... 【查看详情】
-
 22 06河北气压输送带硫化机定制
22 06河北气压输送带硫化机定制硫化机加热板硫磺用量越大其硫化速度也会越快,致硫化程序也会越高,但是硫磺与橡胶中的溶解度是有一定限量的,也并不是硫磺使用量越大越好,过量的硫磺 会由胶料表面析出,这种现象称为“喷硫”,要尽量减少喷硫发生,做法则是在尽量低的温度下,加适当量的硫磺,一般情况下,硫磺于软质橡胶用量不要超3%, 半硬质胶则不超20%,纯硬质胶的用量较高,达40%... 【查看详情】