-
 15 05高淳区数控螺杆旋风铣要多少钱
15 05高淳区数控螺杆旋风铣要多少钱旋风铣的实现方式1、旋风铣专机该方式精度虽高,加工范围也广,但需要巨额投资设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案; 公司拥有多... 【查看详情】
-
 09 05多头蜗杆数控旋风铣要多少钱
09 05多头蜗杆数控旋风铣要多少钱当某些螺纹直径大于120mm,铣削螺纹刀杆有2种类型:一为整体型,即将锥柄与刀杆做成一体,装上旋风铣刀和刀片;二为ABS接杆型,即锥柄与刀杆采用ABS连接形式,这样可根据螺孔的深度和规格任意选择接杆的长短和直径,然后装上旋风铣刀。两者相比,显然后者更具灵活性。旋风铣刀片采用可转换刀片,刀片的切削部分通常为60°,有4个切削切削刃,能应用于... 【查看详情】
-
08 05
-
 06 05宿迁包装机数控旋风铣
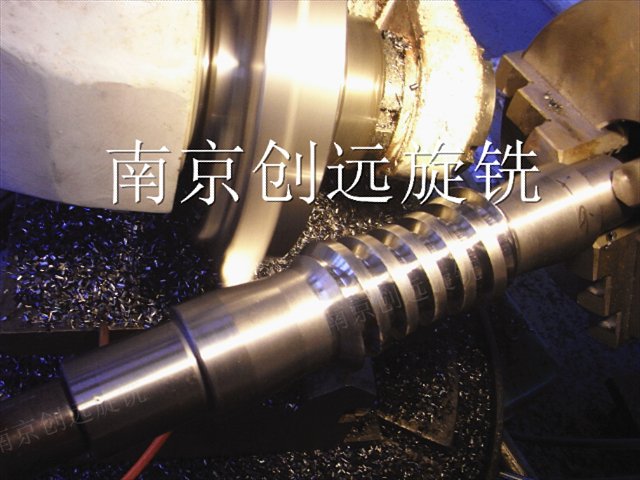
06 05宿迁包装机数控旋风铣数控旋风铣的特点:CNC旋风铣床不但生产效率高,而且由于它不使用难于处理的切削液,呈“逗号”状的切屑易于回收,对生产工厂的环境的污染低于一般铣削和螺纹磨削,是值得推广的高效绿色制造技术。新一代的CNC旋风铣具有旋铣、圆周铣、车、磨、抛光等多种功能。国外在机械制造的许多领域都采用这一先进技术来加工异型回转体零件。例如:挤压螺杆、螺旋输送器螺... 【查看详情】
-
 30 04广东挤出机旋风铣销售厂家
30 04广东挤出机旋风铣销售厂家旋风铣的实现方式包括旋风铣专机、普通车床加旋风铣刀座、瑞士型走心机加旋风铣刀座三种方式,其各自具有不同的优缺点。旋风铣专机加工精度比较高,加工范围也很广,但需要购买专门的设备,投资较大。而且这种设备加工柔性差,不具备走心机的后续车铣和钻孔等一系列其他加工的能力,在走心机旋风铣动力刀座出现以后,旋风铣专机已经被完全淘汰出局。普通车床加旋风铣... 【查看详情】
-
 24 04玄武区购买螺杆旋风铣欢迎咨询
24 04玄武区购买螺杆旋风铣欢迎咨询单点螺纹车削是一种更简单明了的加工方法,适合于所有类型的车床,因此得到了更的应用。在螺纹牙形、直径、长度和应用差异很大的情况下,其高效、可靠性和良好的加工结果使螺纹车削往往成为优先的标准方法。但是,这种方法也有其局限性,因此在螺纹车削并非比较好工序的许多应用场合,越来越倾向于采用螺纹旋风铣。南京创远旋铣装备制造有限公司,20年专注旋风铣,... 【查看详情】