锁螺丝机的控制系统如同其大脑,负责协调整个工作流程。该系统通常以可编程逻辑控制器(PLC)或微处理器为重要,它接收来自各传感器的信号,并驱动执行元件动作。例如,系统会检测工件是否已由传送带或夹具定位到正确位置,然后触发供料器开始送料;当检测到螺丝已到达取料位,再命令执行机构前往取螺丝并执行锁附操作。在整个过程中,控制系统会实时监控锁附扭矩和深度,确保每个螺丝的锁紧质量符合预设标准。如果出现滑牙、漏锁或扭矩异常等情况,系统会发出警报并停机,提示操作人员进行干预,从而保证生产线的产品质量和运行连续性。优异的重复定位精度保证了批量化产品锁付质量的高度统一。杭州全自动组装锁螺丝机厂家

锁螺丝机控制系统的检修需要专业的知识与工具。当锁螺丝机出现误动作、程序错乱或通信中断时,首先应检查锁螺丝机各接线端子的紧固状态,排除线路虚接的可能。PLC模块的输入输出点状态可通过编程器监控,从而定位故障点位。锁螺丝机电源电压波动可能造成控制器重启,需使用稳压器确保供电质量。对存储芯片进行数据备份后,可尝试恢复出厂设置以排除参数错误。复杂的运动控制故障需连接电脑分析运行轨迹与逻辑序列,逐段排查程序错误。马鞍山锁螺丝机定制锁螺丝机通过智能化控制,实现连续送料和定扭矩操作,省心又省力。

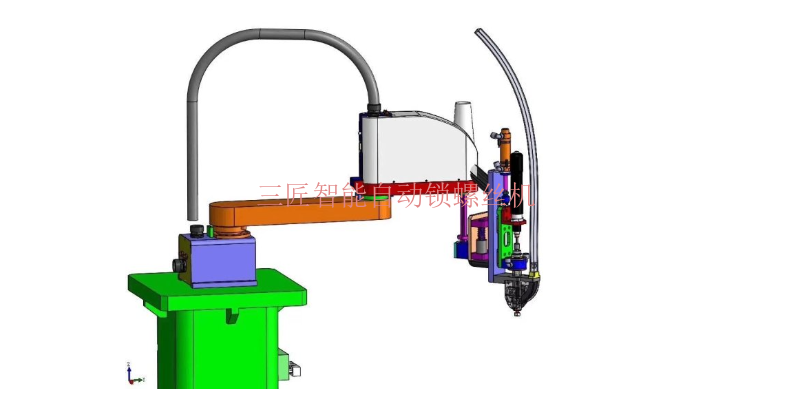
从执行机构来看,锁螺丝机的重要是一个由电机驱动的电批或风批。当供料系统将螺丝送达取料位置后,执行机构会进行一个精确的位移动作。通常,一个由气缸或伺服电机控制的滑台会带动批嘴向下移动,使批嘴前端的套筒或磁吸孔准确地套住螺丝头部。在接触到螺丝后,电批或风批开始旋转,同时通常会伴随一个向下的进给压力(这个压力有时由弹簧或气缸提供),将螺丝旋入工件预设的螺纹孔中。整个锁附过程会通过扭矩传感器或深度监测装置进行控制,确保螺丝被拧紧到预设的扭矩或深度后,电批才停止转动并抬升,完成一次锁附作业。
桌面式锁螺丝机以其紧凑的一体化结构为主要特征,通常将送料机构、锁付机构及控制系统集成在一个稳固的底座上。这种设计使其占地面积小,能够灵活部署于生产线工作台、实验室操作台或维修工位上。其重要工作流程始于内置的振动盘,散装螺丝在振动盘中自动排序并经由直振轨道输送至取料口。随后,由伺服电机驱动的锁付滑台模组进行精确的二维或三维移动,将电批准确定位至工件螺丝孔上方。在锁附过程中,设备通过高精度扭矩传感器实时监测旋入扭矩,确保每颗螺丝的锁紧力均符合预设标准。这种一体化的设计理念,使得设备在有限的空间内实现了完整的自动化锁付功能,非常适合中小批量、多品种的柔性生产需求。紧凑的机械结构设计节省宝贵的地面空间,轻松融入生产线。
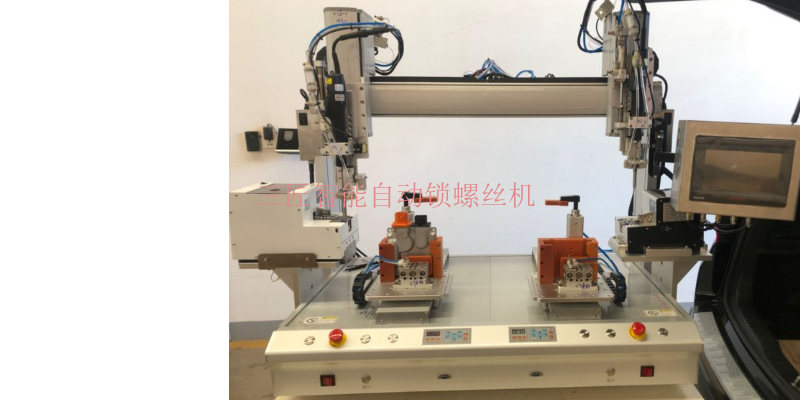
在自动化集成层面,锁螺丝机的定制化解决方案表现得尤为关键。根据客户现有生产线的布局和节拍要求,设备可以设计成桌面式单体站、在线式流水线工作站或多轴龙门式系统等多种形态。如果生产线空间紧凑,可以定制悬臂式或滑台式的结构,以较小的占地面积完成特定区域的锁附任务。对于需要在一个工件上锁附多种不同规格螺丝的情况,可以定制配备有多套供料系统和可自动更换批头的复合型设备。此外,与生产线上的传送带、机器人、装配夹具乃至MES系统的通讯接口和联动逻辑,都需要在定制阶段进行详尽规划与调试,确保新设备能够无缝嵌入到整体的生产生态中。全自动锁螺丝机可实现准确送钉与锁付,极大提升装配效率。泰州全自动视觉锁螺丝机厂家
高效的锁螺丝机,能在短时间内完成大量螺丝的锁付,提升企业产能。杭州全自动组装锁螺丝机厂家
定期预防性维护能有效延长锁螺丝机的使用寿命。建议每运行500小时对设备进行多方面检查,包括紧固所有机械连接件、清洁散热风扇、更换老化气管。每半年应对伺服电机进行轴承润滑,检测驱动器电流环参数。长期存放后重新启用的设备,需要先空载运行预热再投入生产。建立详细的维护档案,记录每次检修的部件更换与参数调整,这不只有助于分析故障规律,也为后续维修提供可靠依据。科学的预防性维护胜过故障后的紧急修理,是保障设备稳定运行的关键措施。杭州全自动组装锁螺丝机厂家