关于车辆焊缝自动打磨技术主要是针对车辆的梁体焊缝、车顶焊缝、汽车保险杠焊缝、车门焊缝等构建的自动打磨。比如为满足车厢后续喷涂底漆、面漆,保证漆面均匀性的工艺要求,需将车厢板面间焊缝打磨的表面光滑均匀,并尽量减小板面打磨变形。焊缝打磨过程中的难点主要是焊缝高低不平、焊接工件的形变等原因造成的打磨不到或者过磨等现象,DFC柔性打磨在应用层做到了傻瓜式操作,将不同工艺场景(合模线打磨、平面/曲面打磨、焊缝打磨、毛刺打磨等)编程调试简略化,缩短工艺调试周期;工艺层面,不同打磨场景的工艺配方是具有针对性且实时动态变化的,DFC柔性打磨基于打磨工艺自主研发的控制算法,打磨的效果更加均匀和一致,适合汽车制造类的批量打磨生产。大儒科技(苏州)有限公司是一家专业提供柔性打磨 的公司,有想法的可以来电咨询!绍兴柔性打磨答疑解惑
目前关于车辆焊缝自动打磨技术主要是针对车辆的梁体焊缝、车顶焊缝、汽车保险杠焊缝、车门焊缝等构建的自动打磨。比如为满足车厢后续喷涂底漆、面漆,保证漆面均匀性的工艺要求,需将车厢板面间焊缝打磨的表面光滑均匀,并尽量减小板面打磨变形。焊缝打磨过程中的难点主要是焊缝高低不平、焊接工件的形变等原因造成的打磨不到或者过磨等现象,DFC柔性打磨在应用层做到了傻瓜式操作,将不同工艺场景(合模线打磨、平面/曲面打磨、焊缝打磨、毛刺打磨等)编程调试简略化,缩短工艺调试周期;工艺层面,不同打磨场景的工艺配方是具有针对性且实时动态变化的,DFC柔性打磨基于打磨工艺自主研发的控制算法,打磨的效果更加均匀和一致,适合汽车制造类的批量打磨生产。原装柔性打磨必看大儒科技(苏州)有限公司力于提供柔性打磨 ,欢迎新老客户来电!

针对薄壁件的自动打磨问题,安装使用智能打磨柔性打磨是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力的控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。
随着社会的发展和科技的进步,人们对工件的外观面要求逐渐变高,因此需要对工件进行打磨工艺,当需要打磨大批量工件,而且工件的内壁面和外壁面同时都需要打磨时,如果采用传统的流水线制作模式,通过人工打磨效率低,同时打磨后的效果得不到保证,综合成本高,且打磨后的碎屑容易残留在工件上,不利于标准化生产。目前在工件加工完成后经常需要使用打磨机对其包面进行打磨,使其表面光滑均匀。现有的打磨机一般均为手持式打磨机,工作人员需要手持打磨机然后对工件表面进行打磨处理。这种方式存在以下缺陷:在面对圆柱形杆或者是圆柱形管等圆形形的工件时,因为工件表面均为弧面,工作人员对工件打磨时比较费力,且打磨出来的工件表面很难保持平整性,很有可能影响后续工件的使用。针对现有技术存在的不足,大儒的只能柔性打磨柔性打磨具有的打磨过程中的柔性力控制,能帮助工作人员更方便打磨圆柱形工件。大儒科技(苏州)有限公司是一家专业提供柔性打磨 的公司,欢迎您的来电哦!
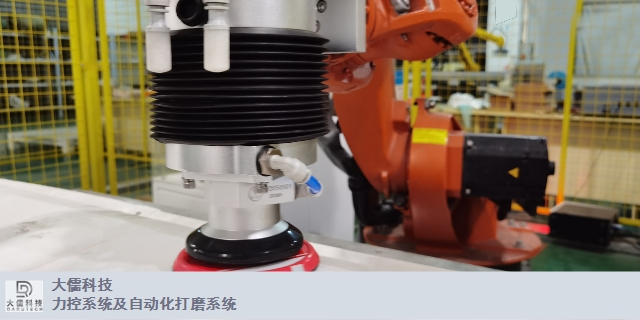
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动柔性打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。柔性打磨 ,就选大儒科技(苏州)有限公司,用户的信赖之选,欢迎您的来电哦!黄山柔性打磨厂家
大儒科技(苏州)有限公司为您提供柔性打磨 ,期待为您服务!绍兴柔性打磨答疑解惑
客户终端采用气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC柔性打磨安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC柔性打磨,在柔性打磨执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性柔性打磨,但是DFC柔性打磨的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性柔性打磨,柔性打磨效率高,工件打磨后的圆度一致性好。绍兴柔性打磨答疑解惑