- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
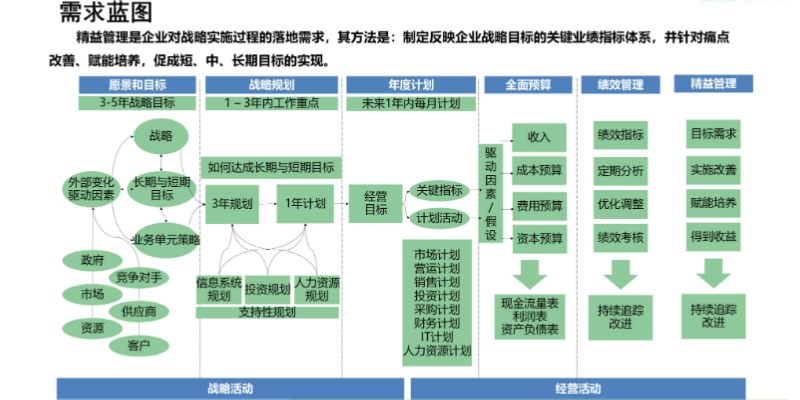
战略是企业的根本。在现在的商业社会中,企业为了适应外部环境的变化,必须及时准确的掌握市场动态,迅速采取与之相适应的有效措施。企业做出这种选择就是战略决策。现代企业管理的重心已转向经营,经营的重心转向为战略决策。西方企业家称当今时代为"战略制胜"的时代。因此,企业战略咨询在现代管理咨询中具有头等重要的地位。企业战略所需要回答的问题往往是包括:我们将如何进行市场竞争,保持优势?我们将如何找出新的利润增长点?我们将如何不断地为客户增加价值?科莱斯国际企业管理咨询机构认为战略咨询是一项政策性很强的服务活动。而且,它是预测企业环境的未来变化,指明企业经营活动的方向。因此,战略的咨询项目是探索性的,提出的方案是有风险的。经营战略不是一味地模仿别人,要成功必须有独特性。咨询顾问提出的方案,必须剖析影响企业发展的关键问题,分析其实质,真正提出即有远见性,又有实际意义的新理念。只是写在纸上的战略是没有什么用的。制定战略时要充分考虑客户的战略实施能力,使得战略能够付诸实施,这是很必要的。没有一个战略是有效的,市场环境急速变化的步调意味着战略的形成和检验必须是不断前进的过程。降低成本:精益生产管理能够提高仓库使用率,通过减少存储产品来降低仓库管理的成本。南平爱步精益精益生产企业发展
七大浪费之四不良浪费表现:生产过程产生的不良品。原因:人工操作不当、工艺设置不当、材料使用不当、质量标准不清等。对策:①确保作业指导以及检验标准是符合产品特性以及客户需求的。②通过首样检验、巡检、自检互检方式准时发现不良;③制定极限样品以及将检验标准可视化,让员工容易理解标准。④适度运用防呆法进行防错设置。
七大浪费之五等待浪费表现:人员(以及设备)在等待;或者,有时忙、有时闲的不均衡现象。原因:①生产线品种切换;②工作量少,便无所事事;③时常缺料,设备闲置;④上工序延误,下游无事可做;⑤设备发生故障;⑥生产线工序不平衡;⑦不良品返工;⑧制造通知或设计图未送达。对策:生产均衡化;快速换模技术的运用;全员生产性防护;多技能工;消除不良浪费;提升供应商水准。
七大浪费之六过量生产表现:过量生产常被视为浪费。结果导致库存、资金的占用以及潜在的报废风险。过早生产或在线库存都视为过量生产。原因:生产管理不自信。对策:拉动准时化生产方式。通过这种方式既防止过量生产,同时倒逼员工准确地做好生产计划、产线平衡以及持续改善。 肇庆精益生产人才绩效管理要消除各种没有附加价值的动作,同时达成一个生产体系,以便更具弹性地去适应顾客订单的需求变化。
5、细化生产任务生产计划要细化,能够细化到机台就细化到机台,能够细化到班组就细化到班组,能够细化到个人就细化到个人。当然,不同的企业类型细化的单位也有区别:如果是注塑车间,你得将生产任务细化到机台,每一个机台当天注塑什么产品?做多少量?如果是一条流水线,那你就要细化到这个班组当天的任务量是多少?如果是一个小组的计件,那你就要细化到这个小组中的3个人、5个人的一个任务量,要通过各种方式将生产任务传达给每一个员工,让每一个员工都明确的知道自己每天的工作任务是多少。只有这样你的任务不断细化,做的才有意义,你的日计划才算是贯彻到底了,也才有基础去落实,这是非常重要的一环。
(1)减少浪费:精益生产管理通过避免过度加工,能够有效提高生产效率和产量,减少整个生产过程中的废物量。(2)降低成本:精益生产管理能够提高仓库使用率,通过减少存储产品来降低仓库管理的成本,减少需要存储的 WIP 项目数量。(3)按期交付:精益生产管理通过简化生产流程,减少浪费,提高生产效率和产量,是得产品能够按期交付。(4)提高质量:精益生产管理通过减少过度加工和简化生产流程,能一部分的淘汰掉质量较差的产品,通过改进生产流程,使得企业能够生产出质量更高的产品,增强企业的创新活力。提高质量:减少过度加工和简化生产流程,减少质量差的产品,通过改进生产流程,能够生产出质量更高的产品。
"拉动"一词简单的意思是,在下游客户提出要求之前,没有一家上游工序或企业生产产品或提供服务。使用拉式系统的好处:①降低成本:在制品数量低且返工更少。②提高质量:存在追求内部品质和更好的检测能力的压力。③更好的客户服务:提前期短且产出可预测。④更大的灵活性:只有当系统状态容许加工工件时,工件才会被拉入系统。界定推式与拉式系统的两个关键词:“系统状态”与“限制在制品”。根据定义,即使依库存耗用或瓶颈产能负荷投放工单,没有限制在制品数量的面向库存制造是推式系统,而不是拉式系统。精益生产主张进行持续改进,不断优化生产过程,从而实现效率和质量的提升。潮州爱步精益生产提质增效
采取相应的措施,消除这些浪费,提高生产效率和质量。南平爱步精益精益生产企业发展
七大浪费--动作12种动作上的浪费1.两手空闲的浪费;2.单手空闲的浪费;3.作业动作停止的浪费;4.作业动作太大的浪费;5.拿的动作交替的浪费;6.步行的浪费;7.转身角度太大的浪费;8.动作之间没有配合好的浪费;9.不了解作业技巧的浪费;10.伸背动作的浪费;11.弯腰动作的浪费;12.重复动作的浪费。原因①作业流程配置不当②无教育训练③设定的作业标准不合理对策a.一个流生产方式的编成b.生产线U型配置c.标准作业之落实d.动作经济原则的贯彻e.加强教育培训与动作训练6)七大浪费--加工原因①工程顺序检讨不足②作业内容与工艺检讨不足③模夹治具不良④标准化不彻底⑤材料未检讨对策a.工程设计适正化b.作业内容的修正c.治具改善及自动化d.标准作业的贯彻7)七大浪费--库存南平爱步精益精益生产企业发展
- 衢州厦门爱步精益咨询有限公司精益生产 2025-05-05
- 阳江厦门爱步精益咨询精益生产提质增效 2025-05-05
- 云浮爱步精益精益生产降本增效 2025-05-04
- 库存管理精益生产性价比 2025-05-04
- 金华精益生产人才绩效管理 2025-04-26
- 舟山厦门爱步精益咨询有限公司精益生产人才绩效管理 2025-04-24
- 江门精益生产人才绩效管理 2025-04-19
- 三明爱步精益精益生产流程标准化 2025-04-18
- 广东精益生产七大浪费 2025-04-16
- 福建精益生产的特点 2025-04-15
- 阳江爱步精益咨询精益生产 2025-04-14
- 梅州精益生产企业管理 2025-04-09