- 品牌
- 崴而淀
- 型号
- 齐全
- 类型
- 自动焊接设备
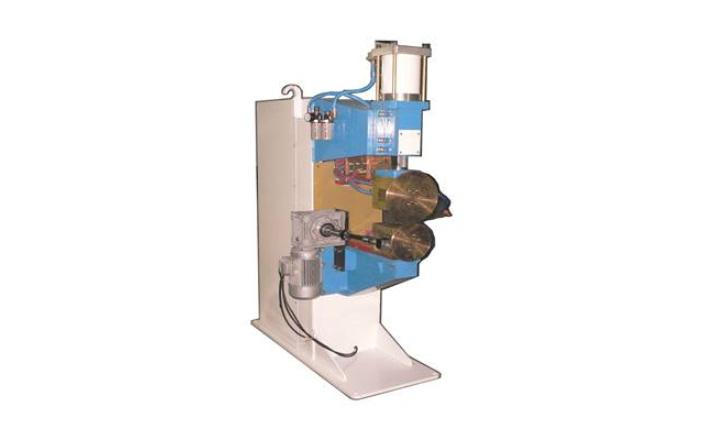
缝焊是一种长久性金属焊接形式。焊接时,焊接压力,在两个焊接轮之间旋转焊接轮驱动焊接件和电,焊接电流通过焊接和局部加热,连续成形重叠,形成连续焊接接头,实现长久焊接。套管的光反应,例如汽车,摩托车燃油箱;桶,如罐,和板材形成文物,如车轮,消声器、散热器等的缝焊缝焊机通常由框架,加压结构,焊接轮(电极),修边刀,焊接电源,执行机构和控制器的速度。加压结构:均匀传输压力,调整车轮之间的焊接应力,可以补偿电极磨损。焊接轮和修边刀:圆形,采用内部和外部**刷的导电块结构,导电性能良好,具有自动补偿银刷磨损的功能;切刀可以对接焊接圆形圆柱形切割,确保焊接轮的工作面形状良好。焊接电源,和二次整流直流两点通信。根据工件的要求选择工件,焊接过程。变速传动机构和控制器:采用变频调速,齿轮减速器驱动;该控制器用于焊接过程控制是一个重要的单元。缝焊机分为通信型、二次整流型直流缝焊机。前者适用于低碳钢和合金钢材料的无涂层焊接;后者适用于焊接不锈钢,铝,铝合金,钛合金,涂层钢材料,如文物。焊机基本形式分为卧式(H)和立式焊接(Z)。1.由三相电机驱动的缝焊机变频调速电机,焊接速度均匀,方便的调整。上海崴而淀电器有限责任公司是一家专业提供缝焊机的公司,欢迎您的来电哦!湖南大型缝焊机
对于焊缝上的任一焊点来说,从滚轮下通过的过程也就是经历“预压—通电加热—冷却结晶”三阶段的过程。由于该过程是在动态下进行的,预压和冷却结晶阶段时的压力作用不够充分,应使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺陷。缝焊机工作方法根据滚轮电极旋转(焊件移动)与焊接电流通过(通电)的机—电配合方式,可分为以下三种。连续缝焊滚轮电极连续旋转,焊件等速移动,焊接电流连续通过,每半周形成一个焊点。焊速可达10~20m/min由于焊缝表面质量较差,实际应用有限断续缝焊焊件连续等速移动,焊接电流断续通过,每“通—断”一次形成一个焊点。根据板厚焊速可达~应用普遍,主要生产黑色金属的气、水、油密封焊缝步进缝焊焊件断续移动,焊接电流在焊件静止时通过,每“通—移”一次形成一个焊点,并可施加锻压力。接头形成与点焊极为近似。焊速较低,一般只达只用于制造铝合金及镁合金等高密封焊缝缝焊机缝焊特点编辑播报1)缝焊与点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用在焊接过程中是不充分的。湖北横缝缝焊机设备价格上海崴而淀电器有限责任公司是一家专业提供缝焊机的公司,欢迎您的来电!

缝焊用的电极是圆形滚轮,滚轮直径一般为50至600毫米,常用的直径为180至250毫米。滚轮厚度为10至20毫米,接触表面形状有圆柱面和圆弧面两种,个别情况下采用圆锥面。圆柱面滚轮普遍用于焊接各种钢和高温合金,圆弧面滚轮因易于散热压痕过度均匀,常用于轻合金焊接。滚盘通常采用外部冷却方式。焊接有色金属和不锈钢时,用清洁的自来水即可,焊接一般钢时,为防止生锈,常用含5%硼砂的水溶液冷却。滚盘有时也采用内部循环水冷却,特别是焊接铝合金的焊机,但其构造要复杂得多。
环缝焊机的用途碳钢、不锈钢圆形工件对接焊接都需要环缝自动焊接机的组合,缝焊机厂家,缝合方式主要包括单缝和双缝两种形式。环缝焊机与立式环缝焊机相比的话,环缝焊机对焊件的大小没有大量的要求。特别是长达一到四米的长管都可进行精密的焊接。环缝焊机也可应用在液化气罐液压油缸、传动轴、消防器材、化工及医s疗容器的焊接。四、环缝焊机的热源环式缝焊机的热源主要包括药芯丝电弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊、药芯丝电弧焊和电阻焊等的热源。通过我上述的讲述,相信大家对环式缝焊机的了解已逐渐的熟悉,希望大家在机械化迅速发展的,可以充分的掌握各类机械知识,以加快我国现代机械化技术的发展,成为一位现代化的机械化精英。缝焊机特点1.缝焊机转动导电部分采用内嵌式银瓦结构,导电座内全密封性油浸式导电和润滑,采用内部强制冷却,增强了导电轴的冷却效果。提高导电率的同时有效的防止轴瓦的“咬死”现象,转动灵活。2.缝焊机回路均采用内部冷却,焊轮部分采用外冷却方式。3.缝焊机采用三相电机变频调速驱动,焊接速度均匀,调节方便,稳定。缝焊机厂家的电阻检修方法分享在使用焊机设备的时候,发生故障事在所难免的。上海崴而淀电器有限责任公司为您提供缝焊机,有想法的不要错过哦!

焊接速度是影响缝焊过程的较重要参数之一。缝焊时随着焊接速度的增大,接头强度降低,当所用焊接电流较小时,下降的趋势更严重。同时,为使焊接区获得足够热量而试图提高焊接电流时,将很快出现煤件表面过烧和电极粘损现象,即使增大水冷也很难改善。因此,在缝焊时试图用加大焊接电流来提高焊速进而获得高生产率是困难的。研究表明,随着板厚的增加,缝焊速度必须减慢。滚轮电极端面是缝焊时与焊件表面相接触的部分滚轮电极端面尺寸的变化对接头质量的影响为点焊时电极端面尺寸的影响相似,由于缝焊的加热特点使这种影响比点焊时更为严重。因此,对端面尺寸变化的限制比点焊时更为严格。上海崴而淀电器有限责任公司为您提供缝焊机,有想法的可以来电咨询!甘肃不锈钢环缝焊机生产厂家
缝焊机,就选上海崴而淀电器有限责任公司,用户的信赖之选,有需求可以来电咨询!湖南大型缝焊机
搭接缝焊同点焊一样,搭接接头可用一对滚盘或用一个滚盘和一根芯轴电极进行缝焊。接头的较小搭接量与点焊相同。搭接缝焊除常用的双面缝焊外,还有单面单缝缝焊、单面双缝缝焊和小直径圆周缝焊等。小直径圆周缝焊可采用①偏离加压轴线的滚盘电极;②横向缝焊机上附加一定位装置;③采用环形电极,电极的工件表面呈锥形,锥尖必须落在小直径圆周焊缝中心,以消除电极在工件上的滑移。压平缝焊时的搭接量比一般缝焊时要小得多,约为板厚的1-1.5倍,焊接时同时压平接头,焊后的接头厚度为板厚的1.2-1.5倍。通常采用圆柱形面的滚盘,其宽度应全部覆盖接头的搭接部分。焊接时要使用较大的焊接压力和连续的电流。为了获得稳定的焊接质量,必须精确地控制搭接量。通常要将工件牢固夹紧或用定位焊预先固定。这种方法可以获得具有良好外观的焊缝,常用于低碳钢和不锈钢制成的食品容器和冷冻机衬套等产品的焊接。湖南大型缝焊机
上海崴而淀电器有限责任公司是以提供点焊机,凸焊机,碰焊机,排焊机内的多项综合服务,为消费者多方位提供点焊机,凸焊机,碰焊机,排焊机,公司位于友谊路1588弄2号楼808室,成立于2005-02-04,迄今已经成长为机械及行业设备行业内同类型企业的佼佼者。上海崴而淀致力于构建机械及行业设备自主创新的竞争力,多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。
- 陕西横缝缝焊机设备厂家 2024-04-09
- 广东小型缝焊机价格 2024-03-11
- 北京薄板缝焊机设备生产 2024-03-04
- 内蒙古大型缝焊机生产厂家 2024-02-25
- 北京缝焊机设备厂家 2024-02-24
- 湖北纵缝缝焊机保养 2024-02-23
- 江苏油箱缝焊机设备价格 2024-02-22
- 广东自动缝焊机生产厂家 2024-02-21
- 贵州薄板缝焊机配件 2024-02-20
- 上海纵缝缝焊机设备价格 2024-02-19
- 河南散热器缝焊机设备厂家 2024-02-18
- 贵州油箱缝焊机哪家质量好 2024-02-08


