超声波金属焊接是一种利用超声波的能量将金属材料连接在一起的焊接方法。它通过将超声波能量传递到金属接头处,使接头处的金属材料迅速熔化和固化,从而实现焊接。超声波金属焊接具有以下特点:高效:超声波能量传递快速,焊接速度快,可以在短时间内完成焊接。焊接强度高:超声波焊接能够在焊接过程中实现金属材料的冷焊接,焊接接头强度高,焊接质量好。无需外加材料:超声波焊接不需要使用焊接剂或填充材料,减少了焊接过程中的污染和成本。适用范围广:超声波金属焊接适用于多种金属材料的焊接,包括铝、铜、钢等。超声波金属焊接在汽车、电子、航空航天等领域得到广泛应用,可以用于焊接汽车零部件、电子器件、航空航天设备等。它具有焊接速度快、焊接强度高、焊接质量好等优点,是一种高效、可靠的金属焊接方法。超声波金属焊接是一种高效、高质量的金属连接技术。河南铜铝巴超声波金属焊接联系人
超声波金属焊接是一种高效、环保的金属连接技术,它利用高频振动产生的热量将金属材料焊接在一起。超声波金属焊接的优点包括焊接速度快、焊接强度高、不需要使用焊接剂和气体保护等,因此被广泛应用于汽车、电子、航空航天等领域。超声波金属焊接的原理是利用高频振动产生的摩擦热将金属材料加热至熔点,然后通过压力将两个金属材料压合在一起,形成焊接接头。超声波金属焊接的焊接头质量受到多种因素的影响,包括焊接压力、焊接时间、焊接温度等,因此需要进行严格的工艺控制。浙江电池极耳超声波金属焊接哪里买超声波金属焊接的接头强度和疲劳性能取决于多种因素,如金属材料的种类、厚度、表面质量等。
点焊机振动系统根据上部声杆的振动状况,可分为纵向振动(轻结构)系统、弯曲振动(重结构)系统和轻弯振动系统,轻型结构适用于功率小于500W的小型点焊机,重型结构适用于千瓦大功率焊机,轻弯振动系统适用于中、小功率焊机,两者兼有两种振动系统的优点。点焊。点焊机振动系统根据上部声杆的振动状况,可分为纵向振动(轻结构)系统、弯曲振动(重结构)系统和轻弯振动系统,轻型结构适用于功率小于500W的小型点焊机,重型结构适用于千瓦大功率焊机,轻弯振动系统适用于中、小功率焊机,两者兼有两种振动系统的优点。点焊。点焊机振动系统根据上部声杆的振动状况,可分为纵向振动(轻结构)系统、弯曲振动(重结构)系统和轻弯振动系统,轻型结构适用于功率小于500W的小型点焊机,重型结构适用于千瓦大功率焊机,轻弯振动系统适用于中、小功率焊机,两者兼有两种振动系统的优点。
超声焊接应用类别
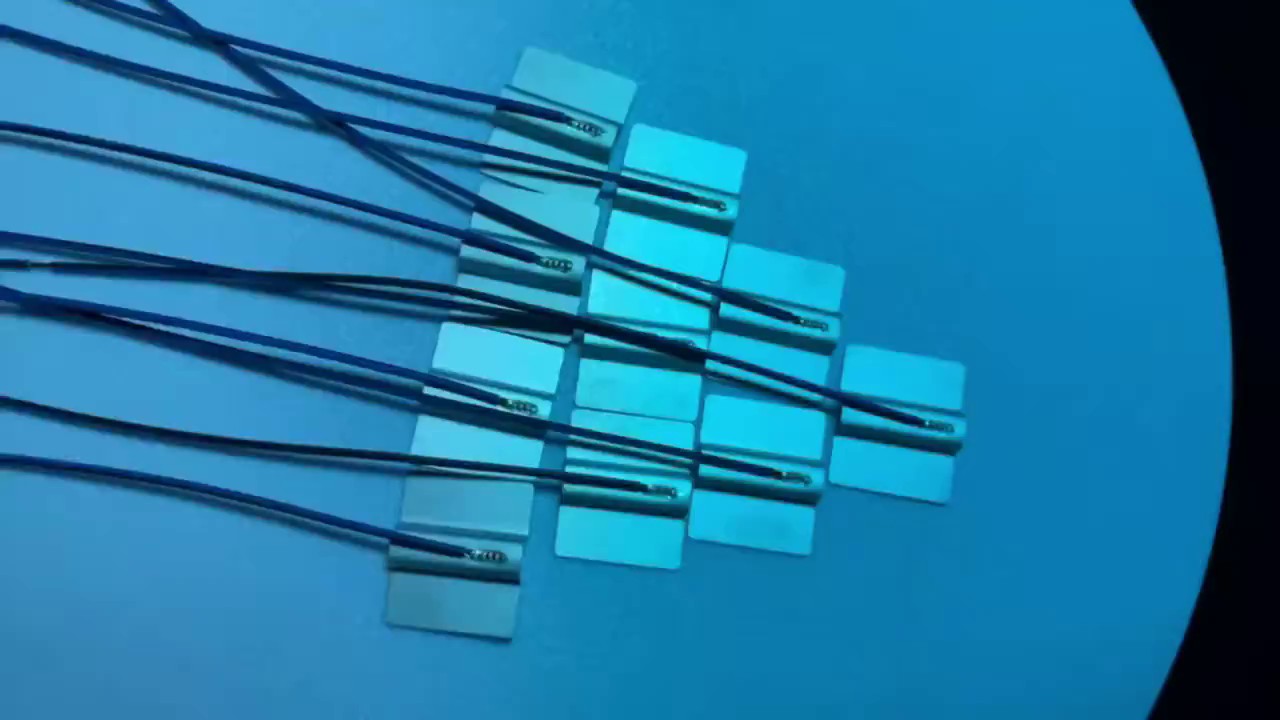
1. 金属箔材焊接铜箔和铝箔的超声波焊接是电池生产中的典型应用。箔材厚度从6um到0.3mm不等。同时焊接的箔材层数从两层到160层之间。典型案例有方壳电芯、软包和圆柱电芯的极耳焊接。
2. 端子和端子焊接端子超声焊接中,相互焊接的金属板厚度可达3mm。该应用的焊接强度要求要高得多。端子和端子焊接用于传输大负载电流的连接。典型案例有电池系统高压连接段子焊接,如输出极。
3. 电缆和端子焊接在现代车辆中,用超声波焊接组装的电缆和端子连接器已经成为必不可少的零件。电缆横截面大小范围从6-85mm²。材料是铜和铝。典型案例有电池系统低压线束焊接,如采样线束与铝巴之间焊接。
焊接工艺参数
超声金属焊接工艺的另一个主要优点,有大量的焊接数据,可对焊接过程精细调整,以及焊接质量控制。对于不同应用,需要调整到参数,实现以下目的:·在无外观缺陷情况下,焊接强度达;·容易重复性和一致的焊接结果。超声金属焊接的主要参数有:工作频率、振幅、焊接压力、焊接时间、焊接功率、焊接能量和焊接深度等。焊接数据可图形化显示(如下图),还可以通过离散数据点图显示数据变化趋势和偏差变化。 它可以实现微小尺寸的焊接,适用于精密器件的制造。
超声波金属焊接的未来发展方向包括提高焊接速度和效率、扩大焊接材料的选择范围、提高焊接质量等。这些方向将进一步推动超声波金属焊接技术的发展。超声波金属焊接的应用前景非常广阔,随着技术的不断发展,它将在更多的领域得到应用。这将为工业生产和科学研究带来更多的便利和效益。超声波金属焊接是一种高效、精确的金属连接技术,它已经在许多领域得到了广泛应用。随着技术的不断发展,它将继续发挥重要的作用,为工业生产和科学研究带来更多的创新和发展。新能源充电桩里边大平方铜线与铜端子搭接!湖北电池极耳超声波金属焊接哪里买
超声波金属焊接是一种环保、高效的焊接方法,被广泛应用于工业生产中。河南铜铝巴超声波金属焊接联系人
焊接能量/时间的影响超声波焊接提供三种不同的焊接模式来提供能量控制:时间、高度和能量。时间模式要求每次焊接的周期时间保持一致。高度模式要求焊接到预设的焊接高度。能量模式对每个焊接周期应用相同的能量。能量模式是模式,因为它允许焊机自动补偿被接合材料表面状况的任何差异。例如,一些需要接合表面可能有不同程度的污染,当振动开始时,这将需要更多的“摩擦”,以建立完全的金属对金属的表面连接合。能量模式能够补偿这些差异,而高度和时间模式则不能。焊接时间直接影响了焊接过程中能量的输入,对焊接效果有着直接的影响。焊接时间过短,输入能量不足,由于没有充分的摩擦,难以形成有效的焊点;随着焊接时间的增加,相互摩擦引起温度升高,工件材料开始软化,焊接区域界面氧化膜破损及塑性变形,能形成较好的连接;当焊接时间进一步延长,焊头容易在工件表面形成较深的痕迹,对焊接效果产生不利的影响,此外,过长的焊接时间易导致焊头与被焊工件的粘结河南铜铝巴超声波金属焊接联系人