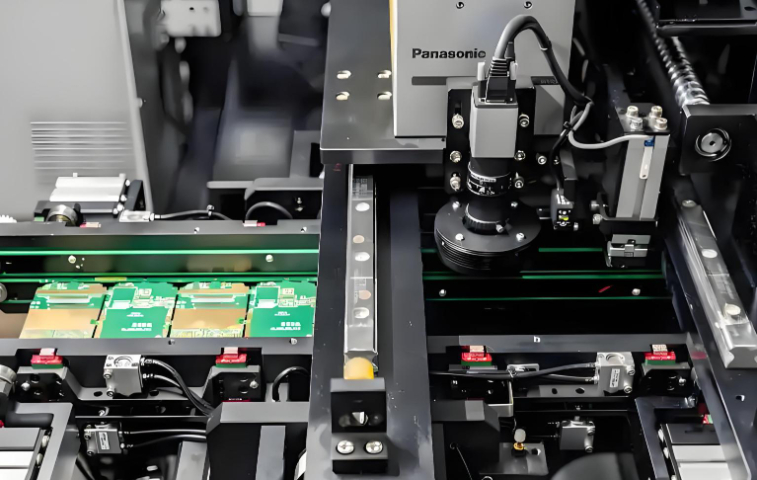
全自动视觉检测实现了从产品图像采集、处理到缺陷判断和产品分拣的全过程自动化。在现代化的生产车间中,全自动视觉检测系统能够与生产线无缝对接,实时对产品进行检测。在食品加工行业,全自动视觉检测可以对食品的外观、大小、颜色等进行检测,自动剔除不合格的食品。在制药行业,它可以检测药片的外观缺陷、重量差异等,确保药品的质量安全。全自动视觉检测系统通常采用先进的传感器技术和自动化控制技术,能够快速、准确地完成检测任务。同时,系统还具备数据存储和分析功能,可以对检测数据进行统计和分析,为生产过程的优化提供依据。全自动视觉检测的应用,提高了生产效率和产品质量稳定性,减少了人工干预带来的误差和不确定性。动态视觉检测适应动态场景,实时捕捉目标变化。杭州ai视觉检测应用
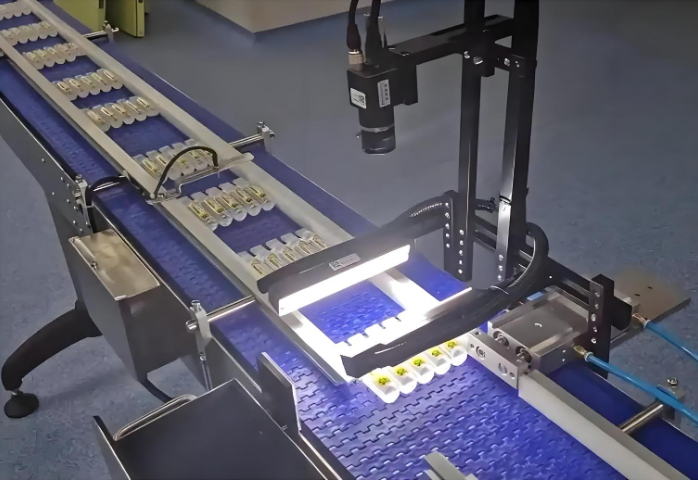
灌装视觉检测在食品、饮料等行业的生产过程中起着关键的质量把控作用。在饮料灌装线上,灌装视觉检测系统能够实时监测灌装液位的高度。通过高精度的摄像头和图像处理技术,系统可以准确判断每个容器内的饮料液位是否符合标准。如果液位过高或过低,系统会及时发出警报并控制灌装设备进行调整,确保产品的灌装质量一致。同时,灌装视觉检测还能检测瓶盖的密封情况,检查瓶盖是否拧紧、有无漏液等问题。它能够快速准确地发现灌装过程中的缺陷,避免不合格产品流入市场,保障了消费者的权益和企业的品牌形象。福建动态视觉检测方案人工智能视觉检测可学习大量数据,提升检测能力。
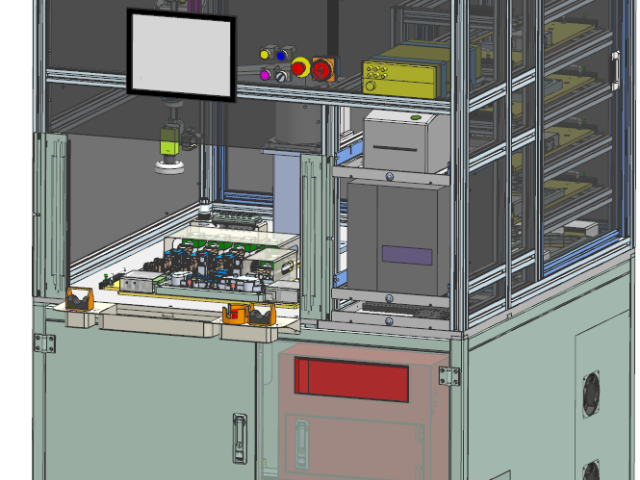
智能视觉检测是结合了人工智能技术的视觉检测方法,具有更强的学习和自适应能力。它能够通过大量的样本数据进行学习,自动提取图像特征,并根据学习到的知识对新的检测对象进行准确判断。在医疗领域,智能视觉检测可用于医学影像的分析和诊断。例如,对X光片、CT图像等进行自动分析,辅助医生快速准确地发现病变部位,提高诊断效率和准确性。在安防监控领域,智能视觉检测系统可以实时监测监控画面,对异常行为、可疑人员等进行自动识别和报警。智能视觉检测的优势在于它能够不断优化检测算法,适应不同的检测场景和需求。随着人工智能技术的不断发展,智能视觉检测将在更多领域得到普遍应用,为各行业的智能化发展提供有力支持。
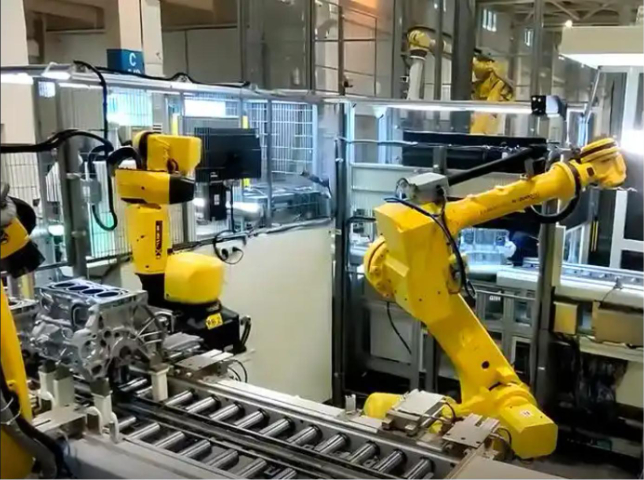
工业智能视觉检测是工业4.0时代的重要技术支撑,它融合了视觉检测、人工智能、大数据等多种技术,实现了工业生产过程的智能化检测和管理。在智能制造工厂中,工业智能视觉检测系统贯穿于整个生产流程。在原材料检验环节,系统能够对原材料的外观、尺寸、质量等进行快速检测,筛选出不合格的原材料,避免进入生产环节造成浪费。在生产过程中,视觉检测系统实时监测产品的加工质量,及时发现生产过程中的异常情况,并自动调整生产参数,保证产品质量的稳定性。在成品检验环节,工业智能视觉检测对产品进行全方面的质量检测,确保产品符合出厂标准。同时,通过大数据分析技术,系统能够对检测数据进行深度挖掘和分析,为企业的生产优化、质量控制和决策提供有力支持。工业智能视觉检测的发展,推动了工业生产向智能化、柔性化、高效化方向发展,提升了企业的中心竞争力。自动化视觉检测在汽车装配,提高装配效率质量。
灌装视觉检测在食品、饮料、化妆品等液态产品的灌装生产中起着至关重要的作用。在灌装过程中,可能会出现灌装量不足、灌装液位偏差、瓶口有残留液体等质量问题。灌装视觉检测系统通过安装在灌装生产线上的摄像头,实时监测灌装产品的外观情况。利用图像处理算法,系统可以精确测量灌装液位的高度,检查瓶口是否有残留液体,以及瓶身的标签粘贴是否正确。一旦发现不合格产品,系统会立即发出信号,控制剔除装置将问题产品剔除。灌装视觉检测不只提高了灌装产品的质量和生产效率,还保证了产品的卫生安全,满足了消费者对产品质量的要求。电感视觉检测在电源模块,保证电感性能稳定。浙江3d视觉检测技术
视觉检测设备不断升级,推动视觉检测技术进步。杭州ai视觉检测应用
机器视觉检测是模拟人类视觉功能,利用机器代替人眼对物体进行测量和判断的技术。它综合了光学、机械、电子、计算机等多个领域的知识,通过图像采集、图像处理、特征提取和模式识别等步骤,实现对物体的自动检测和分析。在汽车制造行业,机器视觉检测系统被普遍应用于车身焊接质量的检测,能够快速准确地检测出焊接点的缺陷,如焊缝不均匀、漏焊等问题,提高了汽车的安全性和可靠性。在3C电子行业,机器视觉检测用于检测手机外壳的外观质量,如划痕、凹陷、色差等,提高了产品的外观品质和市场竞争力。此外,机器视觉检测还在物流仓储、农业种植等领域展现出巨大的应用潜力,为各行业的智能化升级提供了强大的技术支持。杭州ai视觉检测应用