- 品牌
- 深圳市永创星科技有限公司
- 型号
- 型号齐全
塑胶模具表面处理的方法有哪些?电镀处理电镀是一种利用电解原理在模具表面沉积一层金属或合金的方法,以改善模具表面的性能。电镀可以提高模具的硬度、耐磨性、耐腐蚀性等,从而延长模具的使用寿命。常见的电镀层包括铬、镍、锌等。电镀后的模具表面光滑,易于脱模,可以提高塑胶产品的质量和产量。喷砂处理喷砂是通过高速喷射磨料对模具表面进行冲击和切削,从而改变模具表面形貌和粗糙度的一种处理方法。喷砂可以去除模具表面的氧化皮、锈蚀等缺陷,同时增加模具表面的粗糙度,提高塑胶产品与模具之间的摩擦力,有助于脱模。喷砂处理后的模具表面具有一定的纹理,可以增加塑胶产品的美观性。注射工艺参数的设置和调整对塑胶模具的排气效果至关重要。深圳酒瓶包装塑胶模具公司

医疗器械注塑模具的热处理工艺要求:1. 严格控制加热温度和保温时间在热处理过程中,加热温度和保温时间的控制至关重要。过高的温度或过长的时间可能导致模具材料过烧,从而降低其硬度和耐磨性;反之,过低的温度或过短的时间则可能使材料组织转变不完全,影响性能提升。因此,必须根据模具材料的特性和要求,精确控制加热温度和保温时间。2. 选择合适的冷却方式冷却方式是影响热处理效果的关键因素之一。在医疗器械注塑模具的热处理中,常用的冷却方式有淬火、回火等。淬火能够明显提高模具的硬度和耐磨性,但过高的淬火应力可能导致开裂;回火则可以消除淬火应力,提高韧性,但会降低硬度。因此,在选择冷却方式时,需要综合考虑模具的使用要求和材料的特性。东莞礼品塑料模具厂为了确保塑胶模具的长久使用,需要对其进行定期的维护和保养。
塑胶模具的寿命如何延长?塑胶模具是工业生产中不可或缺的一部分,它们被用于生产各种形状和尺寸的塑料制品。然而,模具在长时间使用过程中会受到磨损和损坏,导致生产效率下降和成本增加。因此,延长塑胶模具的寿命对于企业来说非常重要。这里将探讨一些延长塑胶模具寿命的方法。合理的模具设计合理的模具设计是延长塑胶模具寿命的关键。在设计模具时,应该考虑到产品的形状、尺寸、材料和生产数量等因素。设计师应该选择合适的模具材料和加工工艺,以确保模具的强度和耐磨性。此外,模具的结构应该尽可能简单,以减少应力集中和磨损。
塑胶模具的零件加工工艺流程是什么?塑胶模具的零件加工工艺流程是一个复杂且精细的过程,涉及多个步骤和专业技术。下面我们将详细介绍这一工艺流程。一、设计与规划在开始加工塑胶模具零件之前,首先需要进行详细的设计和规划。这包括确定产品的形状、尺寸、材料和生产数量等。设计师使用CAD软件进行设计,并确保设计满足所有的功能和性能要求。二、材料选择选择合适的材料是塑胶模具零件加工的关键步骤。常见的材料包括铝合金、钢材和铜合金等。选择材料时需要考虑其机械性能、耐磨性、耐腐蚀性以及成本等因素。塑胶模具抛光技巧是模具制造过程中不可或缺的一环。

塑胶模具的抛光技巧有哪些?塑胶模具抛光技巧:1. 选择合适的抛光工具根据模具的材质、形状和抛光要求,选择合适的抛光工具,如砂纸、砂轮、研磨膏、抛光布等。对于复杂形状的模具,可以使用柔性抛光工具,如海绵砂纸、橡胶砂轮等。2. 控制抛光力度和速度抛光力度和速度是影响抛光效果的关键因素。力度过轻可能导致抛光效果不明显,力度过重则可能损伤模具表面。同样,速度过快可能导致抛光不均匀,速度过慢则可能影响抛光效率。因此,在抛光过程中要保持合适的力度和速度。抛光处理能够去除模具表面的缺陷,提高光泽度。广东食品包装模具设计与制造生产厂家
模具材料必须耐腐蚀,以抵御塑胶原料中添加剂的潜在腐蚀作用。深圳酒瓶包装塑胶模具公司
塑胶模具的零件加工工艺流程是什么?4、组装与调试精加工完成后,将各个零件进行组装,并进行调试以确保模具的正常运行。这可能包括检查模具的开合动作、塑胶的流动情况以及产品的脱模等。5、试模与生产在模具组装和调试完成后,将进行试模生产。试模是为了验证模具的性能和产品的质量。如果试模结果满意,就可以开始批量生产。6、维护与保养为了确保塑胶模具的长久使用和生产的顺利进行,需要对模具进行定期的维护和保养。这可能包括清洁模具、更换磨损的零件和检查模具的各项功能等。总结:塑胶模具的零件加工工艺流程是一个高度专业化的过程,涉及多个步骤和复杂的工艺。从设计到生产,每一步都需要精确的操作和严格的品质控制,以确保较终产品的质量和性能。随着科技的进步,新的加工技术和设备不断涌现,为塑胶模具的加工提供了更多的可能性和更高的效率。深圳酒瓶包装塑胶模具公司

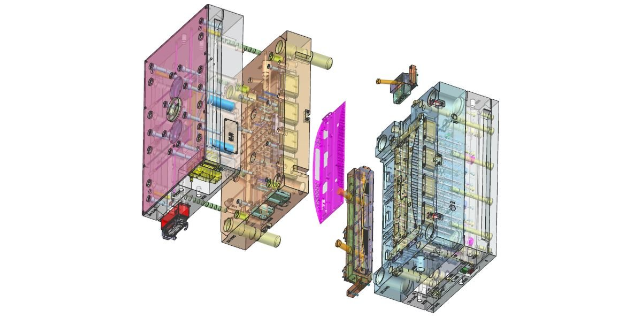
完成初步模具结构设计后,需要进行严格的审核。审核内容包括模具结构的合理性、强度和刚度是否满足要求、各部件之间的配合精度是否符合标准以及模具的加工工艺性等。通过计算机辅助设计(CAD)和计算机辅助工程(CAE)技术,可以对模具设计进行模拟分析,提前发现潜在的问题。例如,利用 CAE 软件对注塑过程进行模拟,分析塑料熔体在模具型腔中的流动情况、温度分布以及成型后的应力应变情况,从而优化模具设计,减少试模次数,提高模具的一次成功率。注塑模具设计中的顶针系统用于塑料件的脱模。广东汽车配件注塑模具定制厂家在汽车产业蓬勃发展进程中,注塑模具为汽车轻量化、内饰精致化与功能集成化立下汗马功劳。汽车内饰大量运用...
- 四川母婴产品注塑模具公司 2026-06-07
- 天津模具批发价 2026-06-06
- 浙江医用塑料制品模具公司 2026-06-05
- 四川医疗耗材注塑模具生产厂家 2026-06-04
- 江西模具批发价 2026-06-03
- 上海宠物用品注塑模具公司 2026-06-02
- 山东安防产品注塑模具批发价 2026-06-01
- 山西新能源注塑模具批发 2026-05-31
- 医用塑料制品模具 2026-05-30
- 山东消费电子注塑模具工厂 2026-05-29


- 湖北医用塑料制品模具批发价 2026-01-10
- 河北模具工厂 2026-01-09
- 北京安防产品注塑模具批发价 2026-01-08
- 山西母婴产品注塑模具厂家 2026-01-05
- 深圳雾化器模具设计与制造订做厂家 2026-01-03
- 深圳电器注塑模具生产商 2026-01-02





- 烟台电子塑料模具 07-22
- 福州注塑模具哪家好 07-21
- 天津玩具塑胶模具 07-20
- 天津壳料塑胶模具公司 07-19
- 无锡模具企业 07-18
- 长沙塑料模具订制厂家 07-17
- 长沙医疗注塑模具 07-16
- 重庆血糖仪塑胶模具设计与制造 07-15
- 宁波充电器外壳塑胶模具公司 07-14
- 长沙手机配件塑胶模具加工 07-13