- 品牌
- 亚普
- 型号
- 顶升移栽
- 所运物料
- 托盘、料箱
- 加工定制
- 是
- 厂家
- 浙江亚普
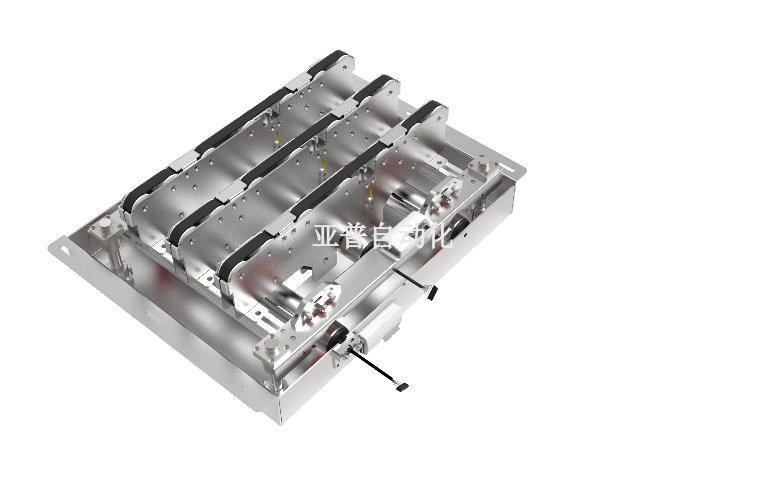
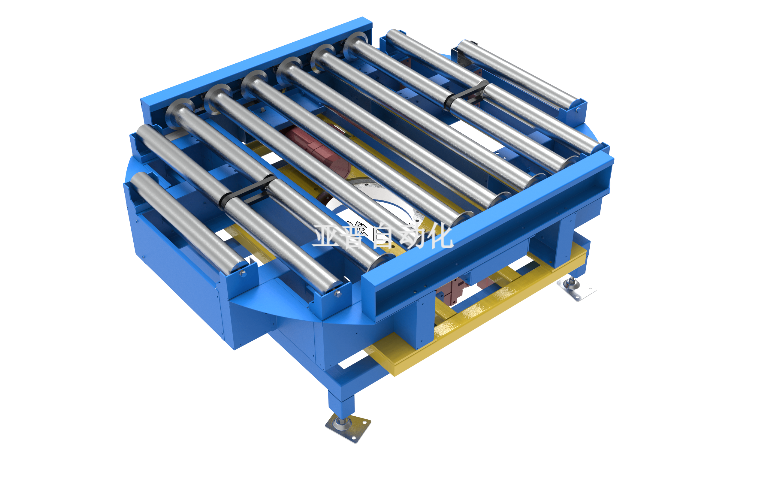
模具抛光中,抛光机需将模具从加工车间输送至抛光工位,传统模式下模具重量大(如500kg),需行车吊装,单次吊装耗时30秒,定位误差±5mm,日抛光量20套。顶升移载机通过多点同步顶升机构(6个顶升点)平稳托举模具,从加工机床自动移载至抛光机,同时根据模具形状(如注塑模、冲压模)调整移载角度,定位误差控制在±0.5mm。吊装时间缩短至8秒,日抛光量提升至45套,减少1名行车操作员,且模具磕碰率从2.5%降至0.1%,避免抛光后模具二次损伤,缩短模具制造周期。与重型钢材滚筒升降机协作,它同步调速,日加工量从 50 吨增至 80 吨,杜绝碰撞事故。兴安市顶升移栽
五金螺母攻丝中,攻丝机需将螺母从冲压车间输送至攻丝工位,传统模式下螺母易因输送翻转导致攻丝错位,需人工摆正,单次摆正耗时5秒,攻丝合格率91%,日产量1.5万个。顶升移载机通过导向槽将螺母统一朝向,自动移载至攻丝机夹头,同时根据螺母规格(如M8、M10)调整顶升高度,确保攻丝机主轴与螺母中心对齐。摆正时间缩短至0.8秒,攻丝合格率提升至99.6%,日产量增至3万个,减少1名摆正工人,且攻丝机空转率从10%降至2%,提高设备利用率。兴安市顶升移栽助力多层车间链式升降机,它续接零件加工,日加工量从 600 件增至 1000 件,省去二次定位。
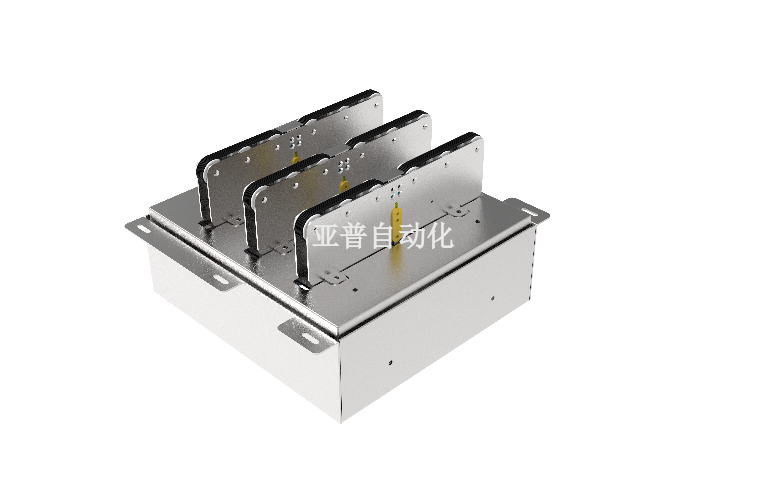
电子设备组装线中,顶升移载机与滚筒缓存机的组合解决了 “零件供应断档” 难题。滚筒缓存机存储待组装的电子元件(如电路板、显示屏),当组装线某工位缺料时,顶升移载机通过工位传感器接收缺料信号,迅速升起,将缓存的元件移载至对应工位,确保组装线不中断。传统模式下,组装线因缺料日均停机 4 次,每次处理需 15 分钟;配合后,缺料响应时间从 30 秒缩短至 5 秒,停机次数降至 0,组装效率从每小时 200 台提升至 300 台,保障组装线连续运转。
电子元件分拣线中,顶升移载机与十字转台的组合解决了 “物料转向输送” 难题。十字转台需将电阻、电容等小型元件从横向输送线转向至纵向检测线,顶升移载机在十字转台中心升起,通过微型传感器定位元件位置,再带动元件旋转 90 度,确保元件引脚朝向检测设备的测试探针。传统转向依赖人工拨动,单次转向耗时 3 秒,易损坏元件引脚;配合后,转向时间缩短至 0.5 秒,引脚损坏率从 1.5% 降至 0.1%,日分拣量从 8 万件提升至 20 万件,满足电子元件批量处理需求。与重型托盘 AGV 叉车配合,它纠正偏差,日出库量从 300 托盘增至 480 托盘,避免碰撞。

服装物流仓库内,顶升移载机与链式分拣机的配合解决了 “多尺码服装分拣” 难题。链式分拣机按服装尺码(S、M、L、XL)输送至不同分拣口,顶升移载机在每个分拣口安装,当服装抵达时,迅速升起并通过标签识别确认尺码,再调整移载角度(可旋转 180 度),将服装平整移载至对应尺码的存储箱。传统分拣中,服装易因输送褶皱导致尺码识别困难,分拣准确率约 95%;配合后,识别准确率提升至 99.8%,分拣速度从每小时 900 件提升至 1500 件,同时服装褶皱率从 8% 降至 1%,减少后续整理工作量。助力塑料颗粒振动输送机,它控流量,注塑机停机次数降为 0,日产量从 1.2 万件升至 1.5 万件。攀枝花市顶升移栽
协同立体仓库穿梭车,它保障托盘平稳衔接,货物出库效率从 80 托盘 / 时升至 120 托盘。兴安市顶升移栽
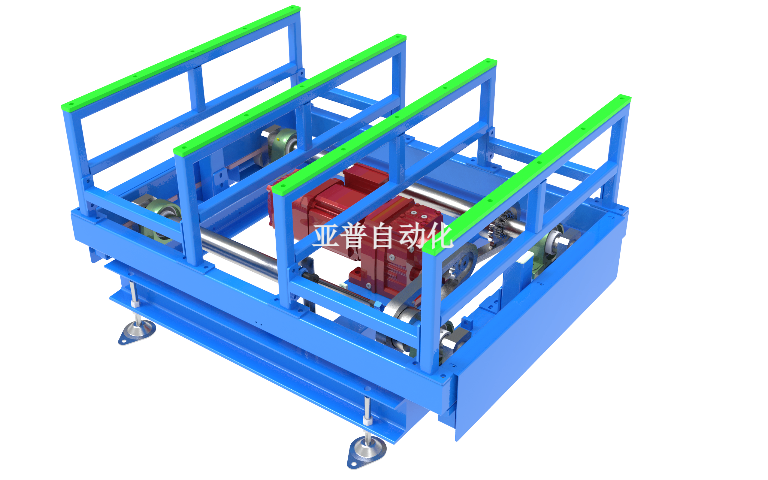
新能源电池生产中,叠层输送机负责将电芯从卷绕车间输送至封装区,需精细对接封装设备进料口。传统模式下,电芯在输送中易偏移,需2名工人手动调整,单次对接耗时12秒,且电芯叠放错位率达4%,日产能*500组电池。搭配顶升移载机后,其通过视觉定位系统实时捕捉电芯位置,自动升起并微调±0.5mm纠正偏移,同时根据封装设备进料节奏调整移载速度,确保电芯平稳过渡。对接时间缩短至3秒,错位率降至0.6%,日产能提升至850组,且无需人工干预,避免电芯因人工接触导致的静电损伤(静电损坏率从2.3%降至0.2%),保障电池生产安全性与一致性。兴安市顶升移栽
- 百色市顶升移栽 2025-11-25
- 高雄市顶升移栽 2025-11-25
- 山东顶升移栽高温耐受组件 2025-11-24
- 新疆顶升移栽防静电输送带 2025-11-24
- 上海旋转顶升移栽四柱导向机构 2025-11-21
- 广西旋转顶升移栽高温耐受组件 2025-11-21
- 琼海市顶升移栽 2025-11-20
- 安徽顶升移栽皮带输送线 2025-11-20
- 甘肃顶升移栽直角转向输送 2025-11-19
- 甘肃旋转顶升移栽四柱导向机构 2025-11-19
- 陕西顶升移栽皮带输送线 2025-11-18
- 江苏旋转顶升移栽链条输送机 2025-11-18