常州市恒泽表面处理有限公司通电后,在被抛光金属表面上形成一层极化膜,使金属离子通过这层薄旗扩散。表面上的显微及宏观的凸点或粗糙处的高点及毛刺区的电流密度比表面其余部分大,并以较快的速度溶解,从而达到整平和去毛刺的目的。通过延长抛光时间、提高抛光温度和电流密度可得到光亮的表面。电抛光后的表面光洁度主要由抛光前的表面质量和光洁度决定。缎状表面抛光成光亮表面是由时间、温度、电流密度所控制。这三种因素的组合,会产生低反射或缎状表面。采用延长时间、提高温度或增加电流密度可获得光亮表面。阴极释放氢,阳极释入氧,对解释表面钝化及在程度上耐腐蚀性不够。与电镀不同,电抛光不存在氢脆。为获得良好的抛光效果,电流密度和电压是紧密相关的。通常,电压升高电流密度随之增大,但这一现象只会继续到一个临界点。一旦达到这一点,电流密度将急速下降,电压仍相应增高,超过这一点,电压和电流密度又稳步增长。电抛光只有在电流密度比临界点高时才会发生,低于这一点则出现腐蚀。通常电抛光使用直流电,在。电地光对金属的溶解极少,从奥抛光后的表面猜饰情况及抛光后的表面精饰处理来看,抛光厚度通常在μm之间。口碑推荐储罐抛光来电咨询常州市恒泽表面处理有限公司。江苏巨型不锈钢抛光诚信合作

并保证整个涂层的良好外观和漆膜的均匀性。除锈表面清理:在涂首道底漆前,清理表面的灰尘、油渍等杂质,并彻底清理表面的锈斑、残留氧化皮、旧漆和残留液体。质量检查:检查除锈是否彻底,有无残留的锈迹或氧化皮等。如有问题,需进行再次除锈或调整除锈方法。涂装底漆涂装:在除锈工作完成后,进行底漆的涂装。选择合适的底漆,按照产品说明进行涂装操作。注意涂装前后的表面处理和保护工作。面漆涂装:待底漆干燥后,进行面漆的涂装。根据需要选择合适的面漆,按照产品说明进行涂装操作。注意面漆的均匀性和外观质量。涂装后处理:在涂装完成后,对涂装表面进行质量检查,确保无气泡、划痕或其他问题。如有需要,进行适当的修整和处理。交付与验收交付准备:确保工作区域干净整洁,没有残留的涂料或工具等。准备好交付文件和资料。验收:向客户或使用者提供工作成果的详细介绍和验收。在验收过程中,需对工作质量、外观、涂装层的质量等进行检查和评估。如有问题,及时进行修正或补救措施。清理现场:在验收完成后,清理现场,包括清理废弃物、涂料桶和其他设备等。确保工作区域的整洁和安全。嘉兴不锈钢抛光哪家好封头抛光工艺需要的流程有哪些?

深划痕、冲压记号及金属中的非金属夹杂物往往比电抛光失去的厚度深,杂乱的颗粒线和深深的划痕(由粗研磨所致),在其后的精加工中不能被。而电抛光可将它们,这些线和刻痕初是肉眼看不见的。电抛光是一项较快的操作,通常在2~12分钟内完成。但如果从粗糙表面开始或较大量的金属(如控制尺寸或去毛刺),则将会需要更长的时间。采用电抛光获得的表面亮度(阳极光泽)不同于研磨或机械抛光获得的亮度。它无刻痕、不变形、无方向性且显露出金属的本色。由于表面几何形状是三维的,表面光滑度也有所不同,用普通的触针型仪器测定是困难的且不准确。与一般的想法不同,表面光亮度不是表示光滑度。在适当的电抛光条件下,表面粗糙度(按微米测量)通常从66%下降到33%,但当微米值低于电抛光前时,的百分率也会相应下降。有时,由于不良冶金状态或表面状态,微米值不会下降,甚至有时会有所提高。这些冶金状态和表面状态在很大程度上决定理想的电抛光效果。产生不好效果主要的原因是:晶粒尺寸结构不均、非金属夹杂物、定向轧辊痕迹、盐类或氧化物污染、酸洗过度以及淬火过度。为获得真正的反射性精饰表面所作的电抛光。
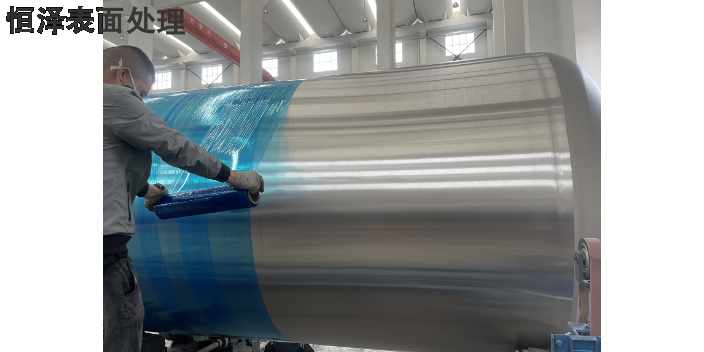
如不锈钢抛光机、合成铁盘、抛光垫、研磨液、夹具或治具等。其中,不锈钢抛光机是常用的设备,可以方便地进行各种抛光处理。研磨液是用于研磨和抛光的介质,根据不同的材料和工艺要求选择不同的研磨液。夹具或治具是用于固定工件的装置,以保证抛光过程中工件的稳定性和精度。不锈钢抛光镜面抛光的原理主要是利用自由散粒磨料在工件被加工面及磨盘基面上相对运动,使工件外表变得非常平整和高光泽度。同时,采用合适的研磨液和夹具或治具等设备,可以进一步提高加工效率和精度。不锈钢抛光镜面抛光的优点包括:可以获得极高的表面平整度和光泽度,使工件外观更加美观;可以提高产品的耐久性和抗腐蚀性;可以增加工件的附加值和市场竞争力。然而,不锈钢抛光镜面抛光也存在一些缺点和局限性。首先,加工成本高,需要专业的设备和技能;其次,加工时间长,需要经过多个阶段的处理;对于大型或不规则形状的工件,加工难度较大。总之,不锈钢抛光镜面抛光是一种高效、高精度的加工技术,可以提高产品的外观和性能。虽然加工成本较高,但是对于一些高附加值的产品来说,使用这种加工技术是值得的。同时,随着技术的不断进步和应用领域的拓展。 常州市恒泽专业处理不锈钢抛光技术用于制作手术器械、手术台、输液支架等医疗设备。

电抛光后,表面为什么会发现似未抛光的斑点或小块?接下来看小编给大家进行介绍!解决方法:选用“正邦牌除油除蜡液”,1:10兑水使用,60-90℃条件下浸泡5-20分钟。如长时间使用后应考虑更换新液。抛光过后表面局部为什么有灰黑色斑块存在?原因分析:可能氧化皮未干净。局部尚存在氧化皮。解决方法:加大氧化皮力度,可选用“正邦牌不锈钢氧化皮液”,“不锈钢氧化皮膏”等产品。因除锈除氧化皮产品较多,具体适用产品可咨询威海正邦化工开发院。抛光后工件棱角处及过腐蚀是什么原因引起的?原因分析:棱角、尖的部位电流过大,或电解液温度过高,抛光时间过长,导致过度溶解。解决方法:调整电流密度或溶液温度,或缩短时间。检查位置,在棱角处设置屏蔽等。为什么工件抛光后不光亮并呈灰暗色?分析原因:可能电化学抛光溶液已不起作用,或作用不明显。解决方法:检查电解抛光液是否使用时间过长,质量下降,或溶液成分比例失调。以上就是关于电抛光的相关内容,欢迎大家进行补充哦!抛光打磨除锈服务流程可咨询恒泽表面处理。上海新能源不锈钢抛光诚信合作
常州市恒泽表面处理有限公司具备一定的技术实力和服务能力,满足客户的个性化需求。江苏巨型不锈钢抛光诚信合作
微弧氧化在电解质溶液中(一般是弱碱性溶液)施加高电压生成陶瓷化表面膜层的过程,该过程是物理放电与电化学氧化协同作用的结果。工艺流程:前处理→热水洗→MAO→烘干优点:1、陶瓷质感,外观暗哑,没有高光产品,手感细腻,防指纹;2、基材普遍:Al,Ti,Zn,Zr,Mg,Nb,及其合金等;3、前处理简单,产品耐腐蚀性、耐候性较佳,散热性能佳。缺点:目前颜色受限制,只有黑色、灰色等较成熟,鲜艳颜色目前难以实现;成本主要受高耗电影响,是表面处理中成本较高的其中之一。电镀是利用电解作用使金属的表面附着一层金属膜的工艺从而起到防止腐蚀,提高耐磨性、导电性、反光性及增进美观等作用的一种技术。工艺流程:前处理→无氰碱铜→无氰白铜锡→镀铬优点:1、镀层光泽度高,优异品质金属外观;2、基材为SUS、Al、Zn、Mg等;成本相对PVD低。缺点:环境保护较差,环境污染风险较大。江苏巨型不锈钢抛光诚信合作
不锈钢抛光以利于修复后的油漆与原涂层的平滑过渡,并保证整个涂层的良好外观和漆膜的均匀性。除锈...
【详情】常州市恒泽表面处理不锈钢抛光的主要用途有哪些?接下来看小编给大家进行介绍!关于不锈钢抛光,先...
【详情】常州恒泽表面处理有限公司是一家集研发、设计、制造、工程安装、工程咨询为一体的专业化制造及自动...
【详情】如不锈钢抛光机、合成铁盘、抛光垫、研磨液、夹具或治具等。其中,不锈钢抛光机是常用的设备,...
【详情】常用的化学抛光剂含有硝酸和氢氟酸的混合液,可将不锈钢表面的氧化膜去除,同时使表面变得更加光滑...
【详情】不锈钢抛光的主要用途有哪些?接下来看小编给大家进行介绍!关于不锈钢抛光,先实现零部件外表面的...
【详情】如不锈钢抛光机、合成铁盘、抛光垫、研磨液、夹具或治具等。其中,不锈钢抛光机是常用的设备,...
【详情】常州市恒泽表面处理抛光注意事项不锈钢抛光时要特别注意防止划伤和变形。避免使用过硬的工具和...
【详情】抛光后的不锈钢表面更加光滑,可以提高润滑性和流动性,减少了摩擦阻力和动力消耗,进一步提高了生...
【详情】不锈钢抛光后亮度等级目测法,将抛光后零件表面的光亮度分为5级:1级:表面有白色氧化膜,无光亮...
【详情】尺寸精度:拉丝后的制品尺寸应该符合设计要求。可以使用测量工具对制品的长度、宽度、高度等参数进...
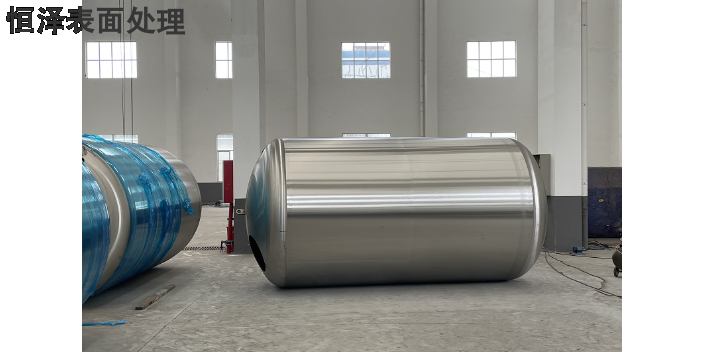
【详情】不锈钢抛光的压力容器抛光的作用去除表面毛刺、划痕等缺陷,提高表面质量。增强表面的光滑度和平整...
【详情】