- 品牌
- 明治、金阳、火神
- 型号
- 齐全
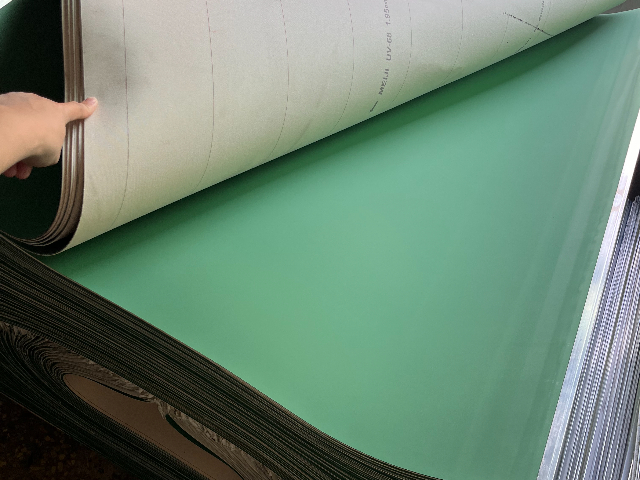
平整度对于橡皮布至关重要,直接影响油墨转移的均匀性和印刷品的质量。在翻新过程中,可使用平整度测量仪对橡皮布进行***检测。若发现局部区域存在凹陷或凸起,对于凹陷处,可采用橡皮布还原剂进行局部还原处理。将还原剂滴在棉签上,连续涂抹在凹陷部位,直至表面恢复平整。对于凸起部分,可使用专业的打磨工具,如砂纸配合打磨机,以极细的砂纸(如 1000 目以上)进行轻柔打磨,边打磨边测量,确保打磨后的橡皮布平整度误差控制在 0.04 毫米以内,满足平版胶印对橡皮布平整度的严格要求。用高压水枪冲洗橡皮布,快速去除表面污渍。河南印刷 翻新橡皮布出售
若气垫式橡皮布的气垫层破损面积较大,则需更换部分气垫层材料。先将破损区域周边的橡皮布小心揭开,操作时要注意避免对未破损部分造成损伤。取出损坏的气垫层部分,替换为新的气垫层材料,新气垫层材料的规格和性能要与原气垫层一致。再用胶水将橡皮布重新贴合,贴合过程中要确保橡皮布平整无褶皱,然后进行***的压力测试,可使用专业的压力测试设备,检测气垫层的性能是否恢复正常,只有测试合格后,气垫式橡皮布才能投入使用...广东国产翻新橡皮布加工翻新时需调整橡皮布表面硬度,适配油墨特性。
在印刷过程中,橡皮布可能会因纸张质量问题或印刷工艺不当而出现起皱现象。翻新时,处理起皱问题需先分析起皱原因。若是因橡皮布安装过松导致起皱,重新调整橡皮布的张紧度,使用专业的张紧设备,按照橡皮布的规格要求,将张紧力调整到合适数值,一般在 50 - 80 牛顿之间。若起皱是由于橡皮布局部受力不均引起,检查滚筒表面是否平整,对不平整的滚筒进行修复或更换。对于已经起皱的橡皮布,可采用加热熨平的方法。将橡皮布平放在平整的工作台上,使用加热设备(如热风机)对起皱部位进行均匀加热,温度控制在 80 - 100 摄氏度,同时用平整的重物(如光滑的金属板)对起皱部位施加压力,保持一段时间,使橡皮布恢复平整。
在印刷作业中,橡皮布会频繁接触油墨、清洗剂等含有酸碱和油性成分的物质,因此耐酸耐油性能是翻新时需要重点关注和提升的性能之一。耐酸性能测试可将橡皮布浸泡在一定浓度(如 5%)的盐酸溶液中,浸泡时间设定为 24 小时,取出后仔细观察表面是否出现腐蚀、变色等现象。若耐酸性能不达标,可在橡皮布表面涂覆一层耐酸防护涂层,例如含有氟树脂的涂层。涂覆过程需使用专业的喷涂设备,确保涂层均匀、无气泡,厚度控制在 0.05 - 0.1 毫米之间。同样,对于耐油性能,将橡皮布浸泡在印刷常用的油墨或油性溶剂中进行测试,若不达标,也采用类似的涂覆耐油涂层的方法进行处理,从而提高橡皮布在复杂印刷环境中的使用寿命。翻新后检查橡皮布表面平整度,修正微小误差。

橡皮布在储存和使用过程中,可能会因环境因素导致表面出现氧化膜,影响其性能。翻新时,去除氧化膜是关键步骤。可使用专门的氧化膜去除剂,将去除剂均匀涂抹在橡皮布表面,让其与氧化膜发生化学反应,溶解氧化膜。涂抹后,等待 3 - 5 分钟,然后用干净的软布擦拭橡皮布,将溶解的氧化膜和去除剂残留擦拭干净。若氧化膜较厚,可重复涂抹和擦拭步骤。完成氧化膜去除后,对橡皮布进行清洁和保养,如涂抹一层保护剂,防止其再次氧化,确保橡皮布表面的活性和性能恢复到良好状态。翻新后的橡皮布要与滚筒适配,确保安装紧密。广州康迪翻新橡皮布加工
橡皮布翻新过程中要避免二次损伤,谨慎操作。河南印刷 翻新橡皮布出售
在翻新用于纸板印刷的橡皮布时,若发现其硬度偏低,可通过涂抹硬化剂涂层来提高硬度。先将橡皮布表面清洁干净,确保无杂质残留,然后将硬化剂均匀地涂抹在橡皮布表面,按照硬化剂的使用说明进行固化处理。例如,在常温下放置一定时间或采用适当的加热方式加速固化。经过处理后,橡皮布的硬度提升至适合纸板印刷的范围,能更好地适应纸板印刷的压力和摩擦,提高印刷质量,使印刷出的纸板图案清晰、墨色均匀。保证其在印刷过程中的压力均匀性和弹性。河南印刷 翻新橡皮布出售
对于印刷企业而言,橡皮布的稳定性直接影响印刷品质量,惠州市瑞创力印刷器材有限公司建立全流程品质管控体系,让翻新橡皮布成为品质可信赖的选择。公司遵循“严格质检、全程追溯”的原则,将品质控制贯穿翻新橡皮布生产的每个环节。在原料回收阶段,对回收的进口橡皮布进行严格筛选,*保留橡胶层完好、基材无破损的质量原料,剔除无法修复的劣质产品;预处理环节,通过超声波清洗技术去除橡皮布表面的油墨残留、油污和杂质,确保修复过程中材料贴合度;修复阶段,采用实时监测设备跟踪厚度、弹性等关键参数,一旦出现偏差立即调整工艺;成品检测环节,运用专业仪器测试吸墨量、耐摩擦性、抗拉伸强度等多项指标,只有全部符合行业标准的产品才能...
- 浙江凤凰翻新橡皮布代理商 2025-11-28
- 河北康迪翻新橡皮布采购 2025-11-27
- 湖南气垫翻新橡皮布源头厂家 2025-11-26
- 山西UV翻新橡皮布源头厂家 2025-11-25
- 佛山凤凰翻新橡皮布 2025-10-12
- 翻新橡皮布厂家 2025-10-11
- 浙江金阳翻新橡皮布采购 2025-10-10
- 浙江迪可翻新橡皮布出售 2025-10-09
- 惠州明治翻新橡皮布出售 2025-10-08
- 广东康迪翻新橡皮布价格 2025-10-07

- 河南国产翻新橡皮布厂家直销 2025-08-08
- 广东气垫翻新橡皮布报价 2025-08-06
- 深圳火神翻新橡皮布加工 2025-08-04
- 湖南进口翻新橡皮布批发 2025-08-03
- 广东明治翻新橡皮布加工 2025-08-02
- 深圳进口翻新橡皮布供应商 2025-08-01




- 河南进口橡皮布供应商 12-07
- 中山二手橡皮布批发 12-06
- 湖南橡皮布加工 12-05
- 佛山凤凰橡皮布翻新 12-04
- 惠州进口橡皮布回收 12-03
- 广东二手橡皮布代理商 12-02
- 湖南火神橡皮布 12-01
- 深圳康迪橡皮布供应商 11-30
- 广州火神翻新橡皮布价格 11-29
- 浙江凤凰翻新橡皮布代理商 11-28