压铸行业的迅速发展,已经是现代重型加工业中主要的一种加工类型,因此我国对于压铸件加工企业控制非常严格,其中就包括产品加工技术及产品标准等方面。在加工中压铸件原材料的选取对压铸件的质量高低有着直接关系。在加工中我们知道压铸模具加工是不能避免承受冲击力、振动、摩擦力等一些外力的。那么这时候就有了这些原料的用武之地,它们的存在能够保证承受这些外力而不受到损伤,由此可见,选择高质的压铸模具加工材料是非常重要的。对于原材料选择的要求主要是关于冲裁模材料、拉伸模材料、冷挤压模材料这三个方面的选料注意事项,接下来小编就带大家具体看一下。1、对于冲裁模材料来说,一般会选择板块比较薄的冲裁模具,既然材料比较薄,所以我们要注意它的耐磨性和硬度;2、对于拉伸模材的选购就与冲裁模材料不同了,此原材料选择时应注意不粘合性能和不吸附性能,同时也要关注一下其耐磨性和强度特性;3、然后就是冷挤压原材料的选择了,在对其选择时,我们着重关注原材料的硬度以及抗热性方面。质量的加工原材料才能生产出真正质量的压铸件产品,所以在选用加工原材料时一定要注意上面说的选用原则,保证产品的高质量。 转向灵敏:由于其结构特点,齿轮齿条式转向器对方向盘的操作响应迅速。龙岩转向器壳体模具

提高转向效率力的放大作用:许多转向器都具有力放大的功能。以液压助力转向器为例,它通过液压系统来辅助驾驶员转向。当驾驶员转动方向盘时,液压泵会提供额外的动力,帮助转向器更轻松地推动车轮转向。这样在车辆静止或者低速行驶时,驾驶员不需要使用很大的力气就能转动沉重的车轮。例如,在停车入位时,即使是女性驾驶员也能够较为轻松地操作方向盘,完成车辆的转向。优化能量传递:转向器的机械结构能够有效地将驾驶员施加在方向盘上的力传递到车轮上。它减少了力在传递过程中的损失,确保大部分的输入力都能用于实现车轮的转向,从而提高了转向操作的整体效率。无锡汽车转向器生产企业传动效率高:齿轮与齿条直接啮合,动力传递过程中的能量损失较小。

也是延长模具寿命的有效措施。热处理是提高模具材料性能的关键环节。通过适当的热处理工艺,可以改善材料的组织结构和性能,提高模具的硬度、耐磨性和抗疲劳性。例如,淬火和回火处理可以使模具钢达到理想的硬度和韧性平衡,提高模具的耐用性。在热处理过程中,应严格控制温度、时间和冷却速度等参数,确保热处理效果达到预期目标。压铸工艺的合理安排对于模具寿命的影响不容忽视。在压铸过程中,应确保压铸机具有足够的吨位和压射力,以避免因压射力不足而产生的缺料、砂眼等缺陷。同时,合理安排压铸温度、压力和速度等参数,可以减少模具在压铸过程中的热应力和机械应力,降低模具磨损和变形的风险。此外,还应注意模具的预热和冷却过程,保持模具温度的均匀性和稳定性,防止因温度变化过大而产生的热裂纹和变形。日常保养与维护是延长模具寿命的必要措施。定期对模具进行清洁、润滑和检查,可以及时发现并处理模具表面的磨损、裂纹和异物等问题。在模具使用过程中,应避免使用硬质工具直接敲击模具表面,以免产生划痕和凹坑。此外,还应注意模具的存放和运输方式,避免模具受到撞击和挤压等外力作用而损坏。提高锌合金压铸模具的使用寿命是一个系统工程。
在铝压铸模具的使用过程中,为了让铝压铸模具更好的使用,我们需要使用一些方法来提高铝压铸模具的平面度,那么都会使用什么方法?1.加工过程中,应防止模具工作零件表面留有刀痕、夹层、裂纹、撞击伤痕等宏观缺陷,这些缺陷的存在会引起应力集中,成为断裂的根源,造成模具早期失效;2.模具工作零件加工过程中,必须防止磨削烧伤零件表面现象,应严格控制磨削工艺条件和工艺方法(如砂轮硬度、粒度、冷却液、进给量等参数);3.采用磨削、研磨和抛光等精加工和精细加工,获得较小的表面粗糙度值,提高模具使用寿命。压铸模具在应用的过程中,它是会出现一些问题的,所以我们小心使用压铸模具,那么压铸模具的注意事项是什么呢?下面一起来看看吧。1.原材料的质量(纯净度);2.熔化时的精炼除气除渣;3.压铸时速度、压力的调整(特别是皮下气孔等缺陷);4.抛光时摩擦的压力和温度不要太高。定期修模和改模,大的改模需要加线切割和焊接等,模具烧焊后,对生产有严重影响;材料因素方面,好的进口模具钢在模具寿命上有很大优势,主要体现在模具钢是硬的,模具钢不易变形;热处理工艺、回火是决定模具强度和韧性的关键,同时也消除了残余应力。转向器在设计上还考虑了减少来自路面的震动传递到方向盘。

大家有没有了解过压铸模具是什么?压铸模具其实就是铸造液态模锻的一种方法,一种在专门使用的压铸模锻机上完成的工艺。压铸材料、压铸机、模具是压铸生产的三大要素,缺一不可。所谓压铸工艺就是将这三大要素有机地加以综合运用,使能稳定地有节奏地和高效地生产出外观、内在质量好的、尺寸符合图样或协议规定要求的合格铸件,甚至高质量铸件的过程。随着汽车行业的迅猛发展,汽车车身冲压零部件的质量要求也越来越高,对汽车压铸模具的开发制造提出了更高要求,如何提高模具的质量及使用寿命成为行业迫切需要解决的问题。汽车压铸模具在使用过程中一旦出现问题,不仅会影响模具使用寿命,还会影响冲压制件的表面质量,比如会发生刀口崩刃、冲孔带料、制件毛刺及冲孔废料堵塞等现象。表面处理技术在提高模具表面性能的同时,保证了制件的高质量,为汽车整体性能及外观的改善带来了更多可能。但由于汽车冲压件本身材质及厚度种类繁多,模具表面处理技术种类也较多,针对不同零件的材质和厚度,选择何种表面处理技术在行业内还没有形成较好的规范。模具的表面处理技术,主要是通过表面涂覆、表面改性或表面复合处理技术,来改变模具表面的组织结构、化学成分或应力状态。 无论是在工程机械、汽车还是船舶等领域,转向器都能确保设备按照预定的方向进行移动或作业。四川壳体转向器公司
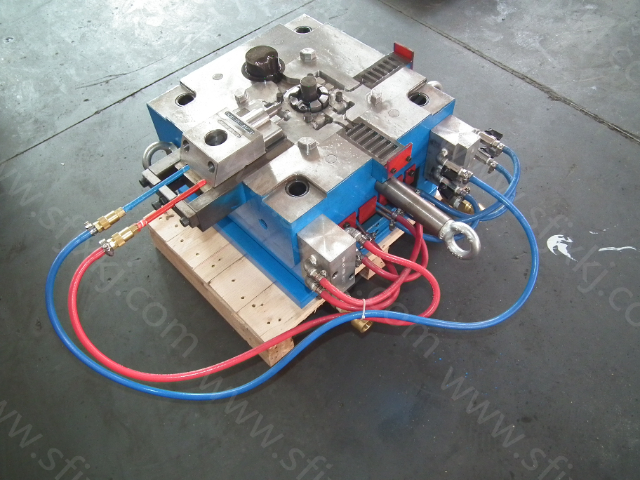
转向器的维护成本相对较低,使用寿命长。龙岩转向器壳体模具
转向动力缸活塞与机械转向器制成一体。活塞将转向动力缸分成左右两腔。转向控制阀组装在机械转向器的下端,转向轴转动控制转向控制阀的工作状态,其转向控制阀为滑阀或转阀。叶轮泵由发动机驱动,转向控制阀装在转向柱下端,齿条右端装有动力缸,缸分成两个工作压力室。储油罐通过吸管连接叶轮泵,通过回油管连接控制阀。压力管从控制阀通往叶轮泵。不转向时,控制阀保持开启状态,动力缸活塞两边的工作腔与低压回油管相通而不起作用。叶轮泵输出的油液经控制阀流回储油罐。因转向压力和流量限制阀的节流阻力很小,故叶轮泵输出油的压力也很低,叶轮泵实际上处于空转状态。 龙岩转向器壳体模具