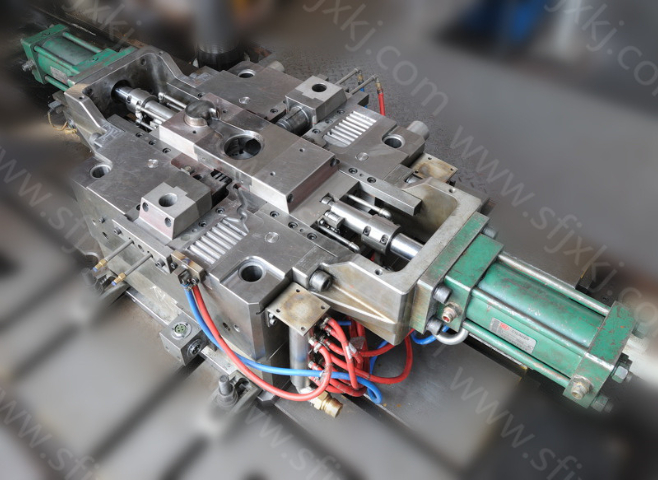
压铸模具是铸造金属零部件的一种工具,一种在专门使用的压铸模锻机上完成压铸工艺的工具。塑胶模具是一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式模具的简称。压铸模和塑料模的结构其实是一样的,应该说,会做塑料模具,就应该会做压铸模具。两者的主要区别是在进料的浇口套上,塑料模具的浇口套都是细长的锥度的进料口,进料口的直径比较小;而压铸模的进料口则比较大,中心进料的锥度进料口的直径要比塑料模的进料口大的多。还有一个进料口是一个直径在三、四十毫米的直圆套筒,这个是塑料模具所没有的结构。另外,塑料模具和压铸模具在所用的制作钢材是不同的;塑料模具一般都使用45#钢、T8、T10等钢材,而压铸模具则主要使用3Cr2W8V这类耐热钢。压铸模具与塑料模具的区别:1.压铸模具的注射压力大,因此模板要求相对要厚一些,防止变形2.压铸模具的浇口与注塑模具不同,需要做分流锥分解料流的高压力3.压铸模具模仁不需要淬火,因为压铸时模腔内温度超过700度.所以每成型一次,相当于淬火一次.模腔会越来越硬.而一般的注塑模具要淬火到HRC52以上.4.压铸模具一般型腔内要渗氮处理,防止合金粘模腔.5.一般压铸模具腐蚀比较大,外表面一般发蓝处理.6.与注塑模具相比。当车辆行驶在颠簸路面或者遇到转向冲击时,蜗杆曲柄指销式转向器内部的结构可以起到一定的缓冲作用。泉州齿条转向器壳体模具

使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。冷却速度可以通过选用具有不同的热容量、导热性、蒸发潜热和粘滞性的冷却介质来改变,为了得到特别小的内应力,铸件可以在热介质(沸水、热油或熔盐)中冷却。3、固溶处理温度温度越高,那么强化元素溶解速度越快,强化效果越好。一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。为了获得特别大的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在。再升到更高的温度进行保温和淬火。固溶处理时,还应当注意加热的升温速度不宜过快,以免铝合金铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。铝合金压铸件在工厂加工时一定要进行热处理,在热处理时也有很多的注意事项。首先是要将它的加热温度控制的恰到好处,其次就是要保证它的保温时长,不能让它冷却的太快。江西齿条转向器生产企业转向器的灵敏性直接影响到车辆的操控性能。

试模过程中,应逐步调整工艺参数,避免同时变更多个参数,以便准确判断各参数对铸件质量的影响。2.调试与检查:调试过程中,压力应逐步增加,避免一次性增加过多导致粘模或参数过高。模具工作一定时间后,应及时进行检修,检查模具各部位是否磨损或损坏,并进行必要的维护和保养。同时,要定期更换易损件,如顶杆、复位杆等,以保证压铸件质量。使用中的注意事项:1.清理模具表面:每模压铸前,必须尽量清理干净模具表面残留的披锋、杂物等,以防止损坏模具并造成铸件缺陷。清理时,应使用木质或钢棒等工具,严禁使用钢材质的工具敲打模具,以免损坏模具表面。2.控制合金温度:合金温度的选择对铸件质量有重要影响。在工艺条件允许的情况下,应尽量选用较低的合金温度,以减少铸件中的收缩孔和裂纹,并延长模具寿命。同时,要控制好模具的工作温度,避免温度过高或过低导致铸件成型不良或粘模等问题。3.润滑与冷却:使用过程中,要定期对各活动部位进行润滑,以减少摩擦和磨损。同时,要根据不同位置设置合理的冷却水流量,以调整整体温度一致,防止模具因局部过热而损坏。润滑剂的选择也很重要,应满足不使压铸件粘附、不腐蚀模具型面、不产生**气体等要求。
对压铸模成型零件的表面产生激烈的冲击和冲刷,造成型腔表面的机械冲蚀,高温使压铸模硬度下降,导致型腔软化,产生塑性变形和早期磨损。在填充过程中,熔液产生湍流导致的空蚀效应或熔液中的微小颗粒产生的冲刷,高温金属液中杂质和熔渣对模腔表面产生复杂的化学变化,产生化学腐蚀,熔融金属液逸出气泡使型腔发生气蚀,这种机械和化学磨损综合作用的结果都在加速表面的腐蚀和裂纹的生成。提高模具材料的高温强度和化学稳定性有利于增强材料的抗侵蚀能力。2、影响热疲劳的因素压铸时速度很高,压力很大,模具表面受到很强的冲击负载,模具表面接触高温熔体,其温度上限8700C,在这样高温急热下,模具表面产生压缩热应力。每次压铸前在模具内喷润滑剂进行急冷,模具表面产生拉应力,这种交变热应力在超过模面的屈服强度时在表面产生热疲劳微裂纹,急剧扩散,向心部扩散形成龟裂。将引起铸件拉伤及粘模,严重的造成模具早期开裂。:压铸在急热急冷的压铸环境下工作,对压铸模材料有以下要求:(1)抗热疲劳和抗热冲击性能好,不易产生裂纹。(2)韧性和延展性好,改善模具尖角和凸出部分的抗冲撞击能力。(3)良好的热硬性、热强性,淬透性,耐磨性和高温抗氧性。(4)热处理变形小。空间利用率高:体积小巧,易于安装在车辆发动机舱等空间有限的地方。

满足客户的多样化需求。四、环保与可持续性。锌合金压铸模具在生产过程中产生的废弃物较少,且锌合金材料可回收再利用,符合环保和可持续发展的要求。锌合金压铸模具在多个领域有着广泛的应用。例如,在汽车制造业中,锌合金压铸模具被用于制造发动机零部件、车身结构件等关键部件;在电子行业中,锌合金压铸模具被用于制造手机外壳、电脑配件等电子产品;在家电行业中,锌合金压铸模具则被用于制造洗衣机、冰箱等家电产品的零部件。此外,随着科技的进步和制造业的发展,锌合金压铸模具的技术也在不断升级和创新。例如,采用先进的CAD/CAM技术进行模具设计和制造,可以进一步提高模具的精度和效率;采用3D打印技术进行模具的快速原型制作,可以缩短模具的开发周期并降低成本。综上所述,锌合金压铸模具以其高精度、高效率、低成本、良好的可塑性与适应性以及环保与可持续性等优势,在现代工业制造领域发挥着越来越重要的作用。随着技术的不断进步和创新,锌合金压铸模具的应用前景将更加广阔。 现代转向器系统还具备一定的故障安全模式。徐州汽车液压动力转向器传感器
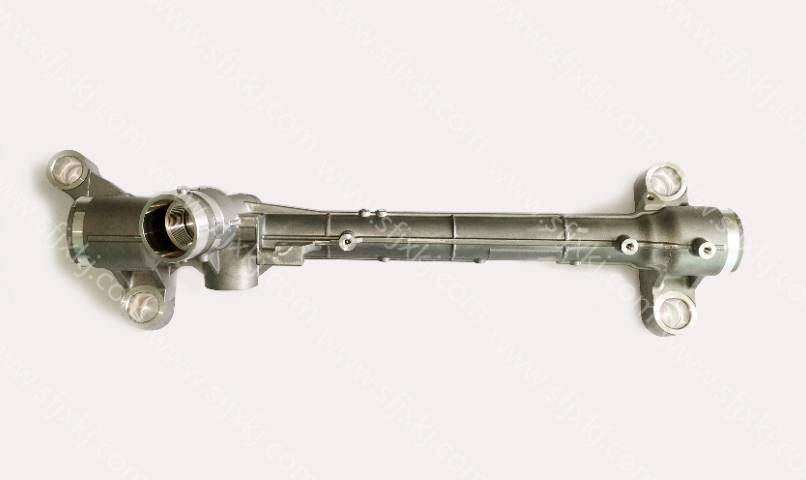
转向器具有将一定输入动力转换为不同输出动力的能力,这满足了复杂的动力传动需求。泉州齿条转向器壳体模具
安全生产:在压铸模具使用过程中,必须严格遵守安全生产规定,穿戴好劳保用品,如工作服、工作鞋、工作帽等。同时,要定期检查设备的安全性能,确保设备处于良好状态。在操作过程中,要密切注意模具的运行情况,发现异常及时停机检查并处理。维护与保养:1.定期保养:模具使用一段时间后,应进行保养和维护。包括清洗模具表面、检查各部位磨损情况、更换易损件等。同时,要对模具进行润滑和防锈处理,以延长模具使用寿命。2.消除应力:模具在批量投产后应进行消除应力处理,以消除压铸生产时产生的应力。消除应力通常在真空炉或保护气氛炉中进行,以防止模具因应力集中而开裂。3.储存与保管:模具在不使用时,应妥善储存和保管。避免将模具放置在潮湿、腐蚀性强的环境中,以免模具受损。同时,要定期对模具进行检查和维护,确保模具处于良好状态。压铸模具的使用涉及多个方面的注意事项。只有严格按照操作规程进行操作和维护保养,才能确保模具的正常运行和延长使用寿命,从而提高生产效率和产品质量。 泉州齿条转向器壳体模具