铝合金压铸是一种制造铝制品的重要工艺,其表面处理和加工对于产品的质量、性能和外观都有重要影响。本文将围绕铝合金压铸的表面处理和加工工艺进行详细的探讨。铝合金压铸件的表面处理主要包括氧化、喷涂、阳极氧化、喷砂等工艺。这些工艺的主要目的是增强铝合金表面的防腐蚀性、耐磨性、美观性等。1.氧化处理:氧化处理是一种常用的铝合金表面处理方法,其主要目的是增加铝制品的硬度和耐磨性,同时也能增强其美观性。氧化处理的原理是在铝合金表面形成一层氧化膜,这层膜具有很高的硬度和耐磨性,而且能防止腐蚀。2.喷涂处理:喷涂处理是一种在铝合金表面形成涂层的工艺,可以增强铝制品的美观性和耐腐蚀性。喷涂处理的原理是将涂料均匀地喷洒在铝合金表面,形成一层均匀的涂层,这层涂层可以保护铝合金表面不受腐蚀和损伤。3.阳极氧化处理:阳极氧化处理是一种在铝合金表面形成氧化膜的工艺,其目的是增强铝制品的硬度和耐磨性,同时也能防止腐蚀。阳极氧化处理的原理是将铝合金作为阳极,通电后铝合金表面形成一层氧化膜,这层膜具有很高的硬度和耐磨性,而且能防止腐蚀。4.喷砂处理:喷砂处理是一种在铝合金表面形成粗糙表面的工艺,可以增强铝制品的美观性和防腐蚀性。 转向器具有将一定输入动力转换为不同输出动力的能力,这满足了复杂的动力传动需求。杭州国内汽车转向器传感器

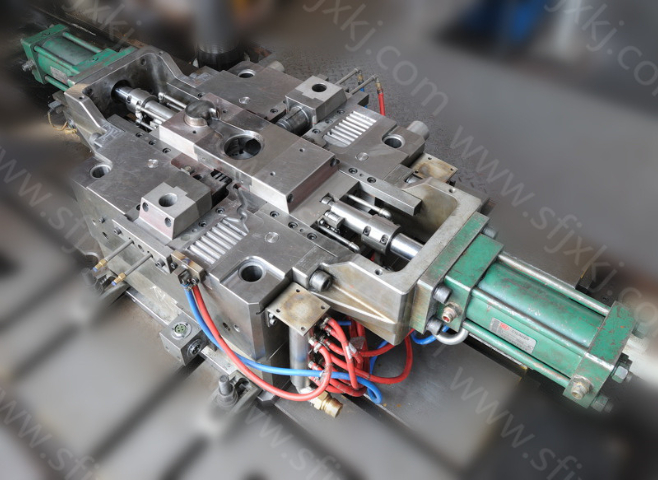
大家有没有了解过压铸模具是什么?压铸模具其实就是铸造液态模锻的一种方法,一种在专门使用的压铸模锻机上完成的工艺。压铸材料、压铸机、模具是压铸生产的三大要素,缺一不可。所谓压铸工艺就是将这三大要素有机地加以综合运用,使能稳定地有节奏地和高效地生产出外观、内在质量好的、尺寸符合图样或协议规定要求的合格铸件,甚至高质量铸件的过程。随着汽车行业的迅猛发展,汽车车身冲压零部件的质量要求也越来越高,对汽车压铸模具的开发制造提出了更高要求,如何提高模具的质量及使用寿命成为行业迫切需要解决的问题。汽车压铸模具在使用过程中一旦出现问题,不仅会影响模具使用寿命,还会影响冲压制件的表面质量,比如会发生刀口崩刃、冲孔带料、制件毛刺及冲孔废料堵塞等现象。表面处理技术在提高模具表面性能的同时,保证了制件的高质量,为汽车整体性能及外观的改善带来了更多可能。但由于汽车冲压件本身材质及厚度种类繁多,模具表面处理技术种类也较多,针对不同零件的材质和厚度,选择何种表面处理技术在行业内还没有形成较好的规范。模具的表面处理技术,主要是通过表面涂覆、表面改性或表面复合处理技术,来改变模具表面的组织结构、化学成分或应力状态。安徽汽车涡轮蜗杆转向器类型它可以很方便地布置在车辆的前桥附近,占用空间小,适用于大多数轿车和小型车辆。

使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。冷却速度可以通过选用具有不同的热容量、导热性、蒸发潜热和粘滞性的冷却介质来改变,为了得到特别小的内应力,铸件可以在热介质(沸水、热油或熔盐)中冷却。3、固溶处理温度温度越高,那么强化元素溶解速度越快,强化效果越好。一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。为了获得特别大的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在。再升到更高的温度进行保温和淬火。固溶处理时,还应当注意加热的升温速度不宜过快,以免铝合金铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。铝合金压铸件在工厂加工时一定要进行热处理,在热处理时也有很多的注意事项。首先是要将它的加热温度控制的恰到好处,其次就是要保证它的保温时长,不能让它冷却的太快。
铝合金压铸件在工厂加工时一定要进行热处理,在热处理时也有很多的注意事项。首先是要将它的加热温度控制的恰到好处,其次就是要保证它的保温时长,不能让它冷却的太快。在处理这种压铸件时还要注意保持它的尺寸稳定,这样才有好的效果。退火处理将铝合金铸件加热到较高的温度,一般约为300℃左右,保温一定的时间后,随炉冷却到室温的工艺称为退火。在退火过程中固溶体发生分解,第二相质点发生聚集,可以消除铸件的内应力,稳定铸件尺寸,减少变形,增大铸件的塑性。固溶处理把压铸件加热到尽可能高的温度,接近于共晶体的熔点,在该温度下保持足够长的时间,并随后快速冷却,使强化组元特别大限度的溶解,这种高温状态被固定保存到室温,该过程称为固溶处理。固溶处理可以提高铸件的强度和塑性,改善合金的耐腐蚀性能。固溶处理的效果主要取决于下列三个因素。1、保温时间保温时间是由强化元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。铸造铝合金的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25%。2、冷却速度淬火时给予铸件的冷却速度越大。转向比固定:一般情况下,齿轮齿条式转向器的转向比是固定的。

以免金属液中的冷液、渣、气、涂料等从溢流槽中返回型腔,造成铸件缺陷。二、脱模斜度在脱模方向严禁有人为造成的侧凹(往往是试模时铸件粘在模内,用不正确的方法处理时,例钻、硬凿等使局部凹入)。三、铸造圆角(包括转角)压铸件图上往往注明未注圆角R2等要求,我们在开制压铸模具时切忌忽视这些未注明圆角的作用,决不可做成清角或过小的圆角。铸造圆角可使金属液填充顺畅,使腔内气体顺序排出,并可减少应力集中,延长压铸模具使用寿命。(压铸件也不易在该处出现裂纹或因填充不顺而出现各种缺陷)。例标准油盘模上清角处较多,相对来说,目前兄弟油盘模开的特别好,重机油盘的也较多。四、表面粗糙度成型部位、浇注系统均应按要求认真打光,应顺着脱模方向打光。由于金属液由压室进入浇注系统并填满型腔的整个过程只有。为了减少金属液流动的阻力,尽可能使压力损失少,都需要流过表面的光洁度高。同时,浇注系统部位的受热和受冲蚀的条件较恶劣,光洁度越差则模具该处越易损伤。五、压铸模具成型部位的硬度铝合金:HRC46°左右铜:HRC38°左右加工时,模具应尽量留有修复的余量,做尺寸的上限,避免焊接。所以我们谈一下压铸模具装配的技术要求。提高车辆操控稳定性:转向器的合理设计和性能可以提高车辆的操控稳定性。山东机械式汽车转向器分类
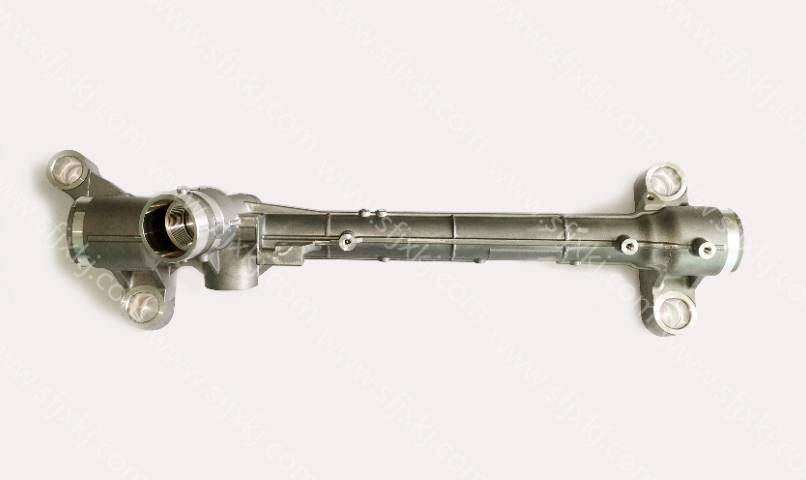
转向器通常包含减速机构,能够实现旋转频率的降低和输出扭矩的增加。杭州国内汽车转向器传感器
铝压铸是一种利用熔化的铝合金在高压下注入模具中,然后在模具中凝固成型的加工方法,该方法具有很多优势,因此被普遍应用于许多不同的应用场合。高精度:铝压铸可以制造极高精度的零件。由于可以使用高速钻孔、铣削和磨削等工艺加工的方式,铝压铸模具非常适合制造需要精确尺寸和形状的零件。在整个生产过程中,铝压铸模具的制造成本也相对较低,使得高精度零件的成品费用成本更为合理。高产能:铝压铸能够生产大量零件,并且具有高效的生产能力。由于铝压铸可以使用多腔模具的工艺,可以在一次生产中同时生产数个甚至是数十个相同的零件,这种生产方式可以提高制造效率,对于大批量生产的零件非常合适。与传统加工方式相比,铝压铸铝压铸模具作为一种新型的模具工件,在生产制造中起到了非常重要的作用,拥有着诸多优势,在以下几个方面进行了详细的阐述:铝压铸模具具有耐腐蚀性:铝压铸模具的制作材料中含有大量的铝元素,这种元素的存在可以有效地增强模具的耐腐蚀能力,从而使得模具在长期的使用中不易生锈,也能够很好地抵御腐蚀,提高了模具的使用寿命。铝压铸模具加工难度低:铝材料本身的柔韧性和可塑性都非常好,而且它的熔点比较低。杭州国内汽车转向器传感器